What Are Process Towers & Columns? How Do They Work?
In industrial processing—especially in chemical, petrochemical, and oil & gas industries—many companies face challenges in achieving high-purity separation, efficient throughput, and operational safety. The absence of proper separation equipment can lead to product contamination, energy inefficiencies, and costly downtime. One of the most critical yet often misunderstood pieces of equipment used to solve these challenges are process towers and columns. Understanding their roles and working principles is essential for optimizing system design and production outcomes.

Process towers and columns are vertical vessels used in industrial operations to separate mixtures into their individual components through physical or chemical means such as distillation, absorption, stripping, or extraction. These structures work by exploiting differences in physical properties like boiling point, solubility, or partial pressure to isolate specific compounds within a mixture. Their internal components—such as trays, packing materials, and distributors—enhance contact between phases (gas-liquid or liquid-liquid) to maximize separation efficiency.
These units are not just tall cylinders—they are precision-engineered systems essential to refining, chemical synthesis, gas processing, and more. To truly grasp their importance and functionality, we must explore their types, components, and applications in detail.
What Are the Core Functions of Process Towers and Columns?
In chemical processing facilities, one of the most critical—but often misunderstood—components is the process tower or column. When these columns are not properly understood, sized, or operated, they can lead to product inefficiencies, poor separation, excessive energy consumption, and even plant shutdowns. This problem becomes especially severe in high-throughput operations such as oil refineries, gas treatment plants, or chemical processing units. The solution lies in mastering the core functions of these columns, which are specifically engineered for the precise separation and purification of multi-component mixtures. In this article, I’ll walk you through everything you need to know to avoid costly downtime, reduce operational risks, and achieve optimal product yield.
Process towers and columns are vertical vessels designed for separating, purifying, or reacting chemical components based on physical or chemical properties such as boiling point, solubility, or reaction kinetics. Their core functions include distillation, absorption, stripping, extraction, and reactive separation, and they are used extensively in oil refining, petrochemical manufacturing, gas treatment, and pharmaceutical production.
Whether you are operating a refinery, building a new processing plant, or retrofitting an existing system, understanding the core functions of process columns is crucial to ensure performance reliability and regulatory compliance. Keep reading to dive deeper into how these towers work, what components they use, and how to select or maintain them effectively.
\
Distillation columns work solely based on gravity separation.False
Distillation columns operate on vapor-liquid equilibrium principles, where heat drives phase changes, and mass transfer enables component separation—not just gravity.
Distillation – The Foundation of Separation Technology
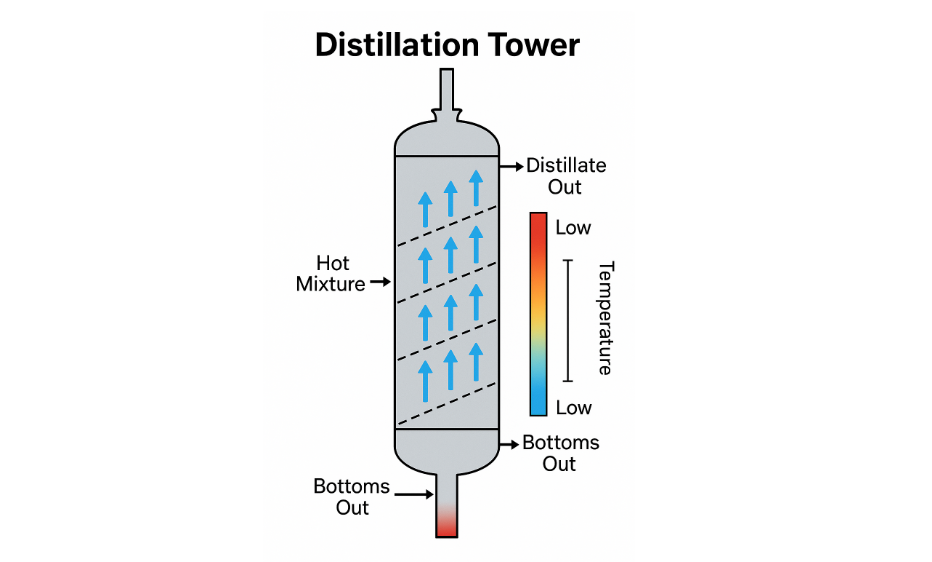
Distillation is the most widely used separation method in chemical process industries. It relies on differences in component boiling points to separate liquid mixtures into individual compounds or groups. In a distillation column, a feed mixture enters the middle portion of the tower. Heat applied at the bottom generates vapor that rises through a series of trays or packing materials. As vapor travels upward, it contacts descending liquid, resulting in mass and heat transfer. The lighter components (lower boiling points) continue upward and exit as overhead vapor, while heavier components (higher boiling points) condense and exit from the bottom.
This principle is utilized across:
- Crude oil fractionation
- Solvent recycling
- Alcohol purification
- LNG processing
| Typical Distillation Fractions (Crude Oil Example) | Boiling Point Range (°C) | Separation Position |
|---|---|---|
| Gases (C1–C4) | < 30 | Overhead |
| Naphtha | 30–200 | Upper-mid |
| Kerosene | 150–250 | Middle |
| Diesel | 200–350 | Lower-mid |
| Residue | > 350 | Bottom |
These towers are optimized by adjusting:
- Reflux ratio
- Feed stage location
- Tray/packing design
- Heat input (reboiler duty)
This process continues to be the workhorse of separation because of its versatility and robustness in processing large-scale, mixed-component feeds.
Absorption – Capturing Gases from Streams
Absorption towers are designed to capture one or more specific components from a gas stream using a liquid solvent. The gas is introduced at the bottom of the column and flows upward, while a solvent flows down from the top. The target gas component is absorbed into the liquid due to differences in solubility, temperature, or chemical reactivity.
This method is commonly used in:
- CO₂ removal from natural gas
- SO₂ removal in flue gas treatment
- Ammonia recovery
| Application | Solvent Used | Target Compound |
|---|---|---|
| CO₂ capture from flue gas | MEA | CO₂ |
| Natural gas dehydration | Triethylene glycol (TEG) | Water vapor |
| H₂S scrubbing in gas sweetening | Diethanolamine (DEA) | H₂S |
Performance is influenced by:
- Solvent flow rate
- Gas-liquid contact area
- Column pressure and temperature
- Solvent regeneration capabilities
Absorption columns often use random or structured packing materials to increase mass transfer efficiency, making them ideal for selective gas treatment operations.
Stripping – Removing Volatile Compounds from Liquids
Stripping is the reverse of absorption. Instead of absorbing gas into liquid, it removes volatile components from liquid mixtures by contacting them with an inert gas or steam. This process is especially common in wastewater treatment, amine regeneration, and hydrocarbon removal applications.
| Stripping Column Applications | Volatile Removed | Stripper Gas Used |
|---|---|---|
| Amine regeneration | CO₂, H₂S | Steam |
| Wastewater VOC removal | Benzene, Toluene | Air |
| Hydrocarbon stripping | Light ends | Steam |
Column efficiency depends on:
- Vapor flow rate
- Tray or packing selection
- Bottom temperature (reboiler design)
- Height equivalent to theoretical plate (HETP)
Well-designed stripper columns maintain low energy use while achieving high removal rates of volatile contaminants.
Extraction – Selective Liquid-Liquid Separation
Extraction columns use differences in solubility rather than boiling point to separate target components between two immiscible liquids. This is essential when distillation isn’t feasible, such as when components have similar volatilities or are heat-sensitive.
Use cases include:
- Pharmaceutical compound purification
- Glycerin removal in biodiesel
- Heavy metal extraction in mining
| Example | Feed Solvent | Extraction Solvent | Target Compound |
|---|---|---|---|
| Biodiesel processing | Biodiesel | Water | Glycerol |
| Antibiotic purification | Fermentation broth | Organic solvent | API |
| Uranium mining | Aqueous ore leachate | Organic solvent | Uranium ions |
Extraction towers may employ rotating internals, pulsed agitation, or packed columns depending on required mass transfer intensities.
Reactive Distillation – Combining Reaction and Separation
Reactive distillation columns integrate chemical reactions and separation in the same vessel. These are increasingly popular in green chemistry applications due to their compactness and process intensification benefits.
| Application | Reactants | Product |
|---|---|---|
| MTBE production | Isobutylene + Methanol | MTBE |
| Biodiesel synthesis | Methanol + FFA | Biodiesel + Glycerol |
| Esterification processes | Acid + Alcohol | Ester + Water |
Key challenges include:
- Catalyst placement
- Managing heat of reaction
- Ensuring product purity while driving conversion
Despite complexity, reactive distillation dramatically reduces capital and energy costs in suitable systems.
Key Internal Components and Their Role in Functionality
The internals of a process column are critical to its efficiency and include:
- Trays (sieve, valve, bubble cap): Control vapor-liquid interaction
- Structured/random packing: Increase surface area for mass transfer
- Redistributors: Balance fluid distribution
- Reboilers: Provide thermal energy from bottom
- Condensers: Condense vapor at the top
| Internal Type | Function | Application Area |
|---|---|---|
| Sieve tray | High-capacity vapor-liquid contact | Crude distillation |
| Structured packing | Low pressure drop, high area | Gas absorption, stripping |
| Reboiler | Reheat bottom liquid | All thermal separations |
| Overhead condenser | Product purity control | Light hydrocarbon separation |
Proper internal selection ensures optimal column hydraulics and thermodynamics.
Real Case Study – Crude Atmospheric Distillation Tower
A standard CDU tower processes crude oil at \~350°C and 1–2 atm pressure. It features:
- 30–50 trays
- Side draws for naphtha, kerosene, diesel
- Overhead gas recovery
- Bottom residue stream to vacuum distillation
| Fraction | Typical Yield (%) |
|---|---|
| Light Ends | 5–10 |
| Naphtha | 20–30 |
| Kerosene | 15–20 |
| Diesel | 25–30 |
| Residue | 10–15 |
The performance is governed by feed composition, column pressure, and reflux ratio. Even minor fouling or temperature deviations can destabilize output quality and economics.
Monitoring Key Operational Parameters
Column health and performance rely on continual monitoring of key indicators:
| Parameter | Typical Value | Significance |
|---|---|---|
| Reflux ratio | 1.2–3.0 | Influences purity and energy |
| Tray efficiency (%) | 50–90 | Higher means better separation |
| Pressure drop (kPa) | <10 per meter | Affects energy consumption |
| Flooding % | <80% | Ensures stable operation |
Modern DCS (Distributed Control Systems) and AI models are used to predict failures and optimize control strategies in real time.
Material and Fabrication Considerations
Depending on process fluids, materials used include:
- Carbon steel: General use, low corrosion risk
- Stainless steel: Acidic streams, higher temperature
- Inconel / Hastelloy: Corrosive, high-temp gases
- PTFE linings: Specialty chemical processes
Proper corrosion allowance and weld quality are essential to ensure long-term reliability. Nondestructive testing (NDT) and corrosion monitoring devices are recommended during operations.
Summary
Process towers and columns are indispensable in industrial-scale chemical operations. From fractional distillation to reactive extraction, they provide the precise separation and purification required for high-performance processing. Their core functions—distillation, absorption, stripping, extraction, and reaction—are supported by sophisticated internal designs and real-time control systems. When properly engineered, operated, and maintained, these towers dramatically improve efficiency, reduce waste, and enable safe, scalable production across industries.
How Do Distillation Columns Work in Separating Components?
In the world of chemical engineering, the efficiency and purity of a production process often come down to one vital piece of equipment—the distillation column. Yet, when its internal functioning is misunderstood or poorly operated, the consequences can include impure output streams, excessive energy use, hazardous pressure buildups, and even catastrophic failure. Understanding how a distillation column separates components is the key to solving many common plant performance issues. In this article, we will thoroughly explain how distillation columns work and why they are central to industrial separation and purification processes.
Distillation columns separate components in a liquid mixture based on differences in their boiling points. As the mixture is heated, the more volatile components vaporize and rise up the column while heavier components condense and fall downward. This countercurrent movement of vapor and liquid enables repeated vapor-liquid contact on trays or packing materials, achieving progressive separation until each component can be withdrawn at its optimal purity level.
If you’re a plant operator, process engineer, or procurement specialist trying to optimize separation performance or troubleshoot column inefficiencies, read on. This in-depth article will help you understand the physics, internal design, and control mechanisms behind effective distillation.
\
Distillation columns separate components by density.False
Distillation columns separate components based on differences in boiling points, not density. It is a thermal and mass transfer process.
Principles of Vapor-Liquid Equilibrium (VLE)
At the core of how distillation columns function is the principle of vapor-liquid equilibrium (VLE). This concept dictates that for any given component in a liquid mixture, there is a specific temperature and pressure at which the rate of evaporation equals the rate of condensation.
In a distillation column:
- Vapor rises from the bottom as it’s heated
- Liquid descends from the top as it condenses
- At each stage (tray or packing layer), components partially evaporate or condense depending on their volatility
The more volatile (lower boiling point) components concentrate in the vapor phase and rise toward the top, while less volatile (higher boiling point) ones stay in the liquid phase and move downward.
| Component | Boiling Point (°C) | Phase Behavior in Column |
|---|---|---|
| Methanol | 64.7 | Quickly vaporizes, exits top |
| Water | 100 | Stays longer in liquid phase |
| Propylene Glycol | 188.2 | Remains near column bottom |
As this equilibrium is achieved repeatedly along the column height, the feed mixture is gradually separated into purified fractions.
Internal Column Structure: Trays and Packing
Distillation columns are built with internal components designed to enhance vapor-liquid contact. The more contact that occurs, the more effective the separation.
There are two primary types of internal configurations:
| Internal Type | Key Feature | Best Used For |
|---|---|---|
| Tray columns | Horizontal plates (sieve, valve, bubble cap) | High vapor flow rates, variable load |
| Packed columns | Structured or random packing materials | Low pressure drop, high surface area |
Trays force vapor through holes or caps to bubble through the liquid, while packing provides a high-surface-area medium for thin-film liquid-vapor interaction.
A distillation column typically contains:
- Feed inlet (mid-height)
- Reboiler (heats the bottom)
- Condenser (cools and condenses the top vapor)
- Rectifying section (above feed, vapor enrichment)
- Stripping section (below feed, liquid enrichment)
- Reflux drum and return line
This structure enables the mixture to be separated into desired product streams.
Reflux and Reboil: The Energy Drivers of Separation
Two critical flows define how efficiently a distillation column operates: reflux and reboil.
- Reflux is the portion of condensed overhead vapor returned to the column to help wash the rising vapors and enhance purity.
- Reboil is the amount of heat supplied to the bottom of the column to vaporize liquid and drive components upward.
| Flow Type | Purpose | Typical Control Parameter |
|---|---|---|
| Reflux | Improve top product purity | Reflux ratio (L/D) |
| Reboil | Aid in driving separation from bottom | Reboiler duty (kW or BTU/hr) |
Adjusting the reflux ratio can make separation sharper, but it also increases energy usage. Similarly, higher reboiler duty improves separation at the cost of steam or energy consumption.
Step-by-Step Component Separation Process
Here’s how separation unfolds inside a functioning distillation column:
- Feed Entry: A multi-component liquid is fed into the column at a mid-level feed tray or bed.
- Reboiler Heating: The bottom reboiler heats the liquid, producing vapor that rises.
- Vapor Rises: The vapor rises and interacts with descending liquid on trays or packing, creating mass transfer zones.
- Condensation: As vapor rises, it cools, and heavier components condense.
- Overhead Condensation: At the top, lightest components are condensed and collected. Some are returned as reflux.
- Bottom Withdrawal: The heaviest, least volatile components collect at the base and are removed.
This cycle occurs continuously in steady-state operations.
McCabe-Thiele Method: Theoretical Analysis
One of the most common graphical tools for designing and understanding distillation columns is the McCabe-Thiele diagram, which helps determine the number of theoretical stages required for a given separation.
Key variables include:
- Relative volatility
- Reflux ratio
- Feed condition (saturated liquid/vapor)
- Desired top and bottom compositions
This method is essential during column design and optimization phases to balance energy and hardware costs with product specifications.
Industrial Applications of Distillation Columns
Distillation columns are integral to virtually every industry involving fluid mixtures:
| Industry | Application | Components Separated |
|---|---|---|
| Oil refining | Fractional distillation | LPG, naphtha, diesel, residue |
| Petrochemicals | Olefin separation | Ethylene, propylene |
| Pharmaceuticals | Solvent recovery and purification | Ethanol, acetone, methanol |
| Alcohol production | Ethanol distillation | Ethanol-water mixtures |
| Air separation | Cryogenic distillation | O₂, N₂, Ar |
These columns often operate under:
- Atmospheric pressure (e.g., crude towers)
- High vacuum (e.g., vacuum distillation)
- Elevated pressure (e.g., gas fractionators)
Typical Performance Metrics
Measuring and maintaining a column’s performance involves monitoring several KPIs:
| Performance Metric | Ideal Range | Impact on Function |
|---|---|---|
| Reflux Ratio | 1.2–2.5 (for sharp separation) | Higher improves purity but uses more energy |
| Tray Efficiency (%) | 50–90 | Higher means better mass transfer |
| Flooding (%) | < 80% of column diameter | Prevents unstable operation |
| Pressure Drop (kPa/m) | < 10 | Reduces energy cost |
Modern plants employ sensors and advanced process controls to monitor and adjust these metrics in real-time.
Case Study: Ethanol Distillation from Fermented Mash
An ethanol plant may use a distillation column to separate ethanol from a water-rich fermented mixture (\~10% ethanol).
Steps include:
- Feeding mash into the column
- Heating with steam reboiler
- Removing overhead ethanol (\~95%)
- Returning reflux to improve purity
- Using molecular sieves afterward for dehydration
This process is an example of azeotropic distillation, where separation becomes limited due to phase behavior at high concentrations, requiring advanced separation strategies.
Summary
Distillation columns are the cornerstone of thermal separation processes in nearly every chemical and petroleum operation. By leveraging differences in component volatilities, coupled with smart internal design and energy control via reflux and reboil, they achieve high-purity separation. Whether using trays or packing, distillation remains one of the most cost-effective and scalable methods for purifying fluids in modern industry.
What Are the Main Types of Process Columns and How Do They Differ?
In industrial processing, selecting the wrong type of process column can lead to critical failures: inefficient separations, product contamination, equipment damage, or skyrocketing operating costs. Each type of column is designed for specific physical or chemical separations—so misapplying one can render your entire process nonviable. If you’ve ever experienced low separation efficiency or unstable column operation, chances are that either the wrong column type was selected or the process conditions changed without revalidating the design. Understanding the main types of process columns and their distinct functions is essential for optimizing your system’s output and reliability. This article explores the major types of columns, how they differ, and where each should be used.

The main types of process columns include distillation columns, absorption columns, stripping columns, extraction columns, and reactive (or catalytic) columns. They differ in their separation mechanisms—distillation uses boiling point differences, absorption captures gases with a solvent, stripping removes volatiles from liquids, extraction separates based on solubility, and reactive columns integrate chemical reactions with separation. Each column type has unique design, internals, and operational parameters suited to specific industrial needs.
If you’re planning to expand your plant, evaluate column performance, or improve separation efficiency, this guide will help you match column type with process requirement—so you can design smarter, operate safer, and produce more efficiently.
\
All process columns operate on the same separation principle.False
Different columns use different separation principles such as boiling point, solubility, or chemical reactivity, making them suited to specific applications.
Distillation Columns – Separating Based on Boiling Points
Distillation columns are the most widely used process columns in chemical and petrochemical plants. They separate components of a liquid mixture by leveraging differences in boiling points. As heat is applied at the column bottom, components with lower boiling points vaporize and rise, while heavier ones condense and fall.
Subtypes:
- Fractionating Columns: Used in crude oil refineries
- Batch Distillation Columns: For batch processes or lab-scale operations
- Vacuum Distillation Columns: For high-boiling or thermally sensitive materials
- Azeotropic or Extractive Columns: Used when components form azeotropes
| Parameter | Typical Value | Purpose |
|---|---|---|
| Reflux Ratio | 1.2–3.0 | Controls separation sharpness |
| Tray Efficiency | 50–90% | Indicates separation performance |
| Operating Pressure | 0.1–20 atm | Depends on boiling point range |
These columns are ideal for:
- Crude oil fractionation
- Ethanol purification
- Solvent recycling
- Air separation
Absorption Columns – Removing Gases with Liquids
Absorption columns transfer components from a gas phase into a liquid solvent. The gas mixture enters at the bottom and rises through packing material or trays, contacting a descending solvent that absorbs the target gas component.
Subtypes:
- Packed Absorbers: Low-pressure drop, high surface area
- Tray Absorbers: Better for foaming or viscous systems
- Spray Towers: Simpler systems for dust or particulate removal
| Application | Solvent Used | Target Component |
|---|---|---|
| Flue gas CO₂ removal | Monoethanolamine (MEA) | CO₂ |
| Ammonia recovery | Water | NH₃ |
| Natural gas sweetening | Diethanolamine (DEA) | H₂S, CO₂ |
Key design aspects include:
- Solvent circulation rate
- Contact time
- Column height and packing depth
These columns are common in:
- Power plant emissions treatment
- Fertilizer production
- Gas processing units
Stripping Columns – Removing Volatile Components from Liquids
Stripping columns work by passing a gas (commonly steam or air) upward through a liquid, which removes volatile or dissolved components. It’s essentially the opposite of absorption.
Subtypes:
- Steam Strippers: Common in hydrocarbon industries
- Air Strippers: Used in environmental remediation
- Reboiled Strippers: Integrated with heat exchangers for higher efficiency
| Use Case | Stripping Medium | Target Component |
|---|---|---|
| Wastewater VOC removal | Air | Benzene, Toluene |
| Amine regeneration | Steam | CO₂, H₂S |
| Gasoline recovery | Steam | Light hydrocarbons |
Performance depends on:
- Vapor-liquid contact
- Reboiler duty
- Stripping gas rate
Typical industries include:
- Refining
- Petrochemicals
- Environmental treatment
Extraction Columns – Separation Based on Solubility
Liquid-liquid extraction columns use immiscible solvents to separate a solute based on differential solubility. Unlike distillation, extraction is used when boiling points are similar or the components are heat-sensitive.
Subtypes:
- Rotating Disc Contactors (RDC): For high throughput
- Pulsed Columns: Agitation-assisted mixing
- Packed Extraction Columns: For compact setups
| Application | Feed Phase | Solvent Phase | Target Compound |
|---|---|---|---|
| Pharmaceutical purification | Aqueous | Organic solvent | Active compound |
| Biodiesel refining | Biodiesel | Water | Glycerin |
| Uranium mining | Aqueous leachate | Organic solvent | Uranium ion |
Column design involves:
- Phase ratio optimization
- Interfacial tension control
- Solvent recovery systems
Extraction columns are essential for:
- Pharmaceutical production
- Agrochemicals
- Specialty chemical synthesis
Reactive Columns – Reaction and Separation in One
Also called reactive distillation columns, these units combine chemical reaction and separation in a single vessel. This intensification improves reaction conversion while minimizing energy usage and separation steps.
Examples:
- MTBE Production: Isobutylene + Methanol
- Esterification Reactions: Acid + Alcohol → Ester + Water
- Biodiesel Production: Free fatty acids + Methanol
| Aspect | Design Consideration |
|---|---|
| Catalyst placement | Must be stable under column conditions |
| Reaction kinetics | Should align with separation rates |
| Heat integration | Exothermic reactions may affect reflux |
This column type reduces:
- Capital expenditure (CAPEX)
- Equipment footprint
- Energy consumption
Industries using reactive columns:
- Fuel additive production
- Petrochemicals
- Green chemistry plants
Comparison Table – Key Differences Between Column Types
| Column Type | Separation Principle | Primary Phase | Typical Application | Key Internal |
|---|---|---|---|---|
| Distillation | Boiling point difference | Vapor-liquid | Crude oil, alcohols, solvents | Trays or packing |
| Absorption | Gas solubility in liquid | Gas-liquid | CO₂ removal, H₂S scrubbing | Structured/random packing |
| Stripping | Volatile removal via gas | Liquid-gas | Wastewater, amine treatment | Steam, reboiler |
| Extraction | Solubility in immiscible phases | Liquid-liquid | Pharma, biodiesel, mining | Packed or agitated column |
| Reactive Distillation | Reaction + separation | Varies | MTBE, esters, biofuels | Catalyst beds, trays |
Summary
Each process column serves a distinct purpose in industrial separation and purification. Distillation is ideal for thermal separation, absorption and stripping are for gas-liquid mass transfer, extraction handles non-volatile mixtures, and reactive columns combine chemistry and process intensification. Knowing their differences and applications helps avoid misapplication, reduce costs, and improve plant performance.
What Internal Components Are Used in Process Towers to Optimize Separation?
When process towers fail to deliver optimal separation—whether in a distillation, absorption, or stripping system—it often comes down to ineffective internal configurations. Problems like channeling, weeping, foaming, flooding, or insufficient mass transfer area are usually traced back to poor design or wear of internal components. In high-throughput chemical and refining systems, even a 2–3% reduction in separation efficiency can mean millions in losses or regulatory violations. Fortunately, these issues can be addressed with the right internal components. This article will walk you through the core internals used in process towers and how they drive efficiency, purity, and throughput in critical industrial operations.
The internal components of process towers—such as trays, packing materials, liquid distributors, redistributors, reboilers, and condensers—are designed to maximize vapor-liquid or liquid-liquid contact area, ensure uniform flow distribution, and facilitate phase changes. Each component plays a vital role in enhancing mass transfer, preventing maldistribution, and improving separation efficiency across various types of process towers.
To ensure you’re designing, upgrading, or troubleshooting your tower effectively, this guide explains the types, functions, and selection criteria of all major tower internals in modern chemical plants.
\
The internal components of process columns are purely structural and have no effect on separation efficiency.False
Internal components such as trays, packing, and distributors directly impact mass transfer efficiency, pressure drop, and operational stability—making them crucial to separation performance.
Trays – Vapor-Liquid Contact Platforms
Trays (also known as plates) are the most commonly used internals in distillation and stripping columns. They break up the rising vapor and provide large contact areas with the descending liquid. Each tray functions as a discrete separation stage.
Types of Trays:
- Sieve Trays: Simple perforated plates; good for clean, non-foaming services
- Valve Trays: Feature movable valves that open under vapor flow, reducing weeping and improving turndown ratio
- Bubble Cap Trays: Vapor passes through risers and is dispersed by caps into the liquid; excellent at low flow rates and foaming systems
| Tray Type | Advantages | Limitations |
|---|---|---|
| Sieve Tray | Low cost, simple design | Limited turndown, prone to weeping |
| Valve Tray | Wider operating range | More complex and costly |
| Bubble Cap Tray | Effective at low rates, stable | High pressure drop, expensive |
Key Tray Design Parameters:
- Tray spacing (commonly 18–24 inches)
- Weir height (controls liquid hold-up)
- Downcomer area (ensures liquid drainage)
- Jet flood point (vapor velocity limit)
Proper tray design enhances:
- Mass transfer efficiency
- Tray-to-tray separation
- Tower stability
Packing – High Surface Area for Low Pressure Drop
Packing is widely used in towers where pressure drop is a concern or where a high surface area is needed for efficient mass transfer. It is commonly applied in absorption, stripping, and vacuum distillation towers.
Types of Packing:
- Random Packing: Includes Raschig rings, Pall rings, and Berl saddles; inexpensive and easy to install
- Structured Packing: Corrugated sheets arranged in an orderly fashion; provides superior surface area and lower pressure drop
| Packing Type | Surface Area (m²/m³) | Typical Pressure Drop (mbar/m) | Applications |
|---|---|---|---|
| Raschig Rings | 100–150 | 5–15 | Gas absorption |
| Pall Rings | 200–250 | 4–10 | Refinery stripping columns |
| Structured Packing | 250–750 | 1–3 | Vacuum distillation, pharma |
Key Performance Factors:
- Packing size (mm)
- Void fraction (porosity)
- Liquid holdup
- Flooding point
Well-installed packing ensures even vapor-liquid distribution and minimizes channeling or bypassing.
Liquid and Vapor Distributors – Ensuring Uniform Flow
Distributors are critical for preventing channeling and maldistribution, especially in packed columns. Uneven distribution of liquid or vapor drastically reduces mass transfer efficiency.
Liquid Distributors:
- Trough-type: Suitable for high liquid rates
- Orifice pan: Perforated plates for uniform drip
- Ladder-type: Used in low-flow conditions
Vapor Distributors:
- Ensure even vapor rise before entering the packed bed
- Eliminate radial maldistribution
| Distributor Type | Function | Packing Bed Depth Range |
|---|---|---|
| Trough distributor | High-flow operations | 1–5 meters |
| Pan distributor | Precision low-flow feed | 0.5–2 meters |
| Chimney tray | Integrated with tray towers | N/A |
Redistributors are also installed mid-column in multi-bed packed towers to correct maldistribution and redistribute flow for the next bed.
Reboilers – Supplying Heat for Separation
Reboilers generate vapor by heating the bottom liquid, driving lighter components upward. They are essential to distillation and stripping towers.
Common Types:
- Kettle Reboiler: Shell-and-tube exchanger with external circulation
- Thermosiphon Reboiler: Natural circulation without pumps
- Forced Circulation Reboiler: Uses pumps, suitable for viscous fluids
| Reboiler Type | Advantages | Best Used In |
|---|---|---|
| Kettle | Easy maintenance, robust | Crude oil towers |
| Thermosiphon | Energy efficient | Hydrocarbon processing |
| Forced Circulation | Handles fouling, high viscosities | Heavy chemical separations |
Proper reboiler selection and design ensures:
- Stable column bottom temperature
- Optimal vapor rate
- Energy efficiency
Condensers – Cooling and Reflux Control
At the top of distillation columns, condensers convert vapor into liquid for collection or reflux. The returned reflux enhances separation by providing additional liquid contact.
Types of Condensers:
- Total Condenser: Condenses all overhead vapor
- Partial Condenser: Allows light gases to escape; used for split separations
| Function | Control Parameter | Impact on Column |
|---|---|---|
| Reflux generation | Reflux ratio (L/D) | Affects top product purity |
| Pressure control | Condenser duty | Maintains column pressure |
| Product collection | Overhead withdrawal | Determines distillate rate |
Modern columns may also use air-cooled, water-cooled, or refrigerated condensers depending on the process requirements.
Demisters and Mist Eliminators – Purity and Safety
These mesh-like or vane structures are placed near the top of the column to trap entrained liquid droplets in vapor flow. They:
- Prevent contamination of overhead product
- Protect compressors or downstream equipment
- Enhance product recovery
Types:
- Wire mesh pads
- Vane-type mist eliminators
- Coalescing pads
A well-designed mist eliminator can reduce entrainment to <10 ppm.
Internal Summary Table – Components, Function, and Use
| Internal Component | Primary Function | Best Used In |
|---|---|---|
| Trays (sieve, valve) | Discrete vapor-liquid contact stages | Distillation, stripping |
| Random Packing | High surface area, low cost | Absorption, water treatment |
| Structured Packing | High efficiency, low pressure drop | Vacuum distillation, pharma |
| Liquid Distributors | Uniform liquid spread | Packed columns |
| Vapor Distributors | Even vapor entry into packing | Absorption, stripping |
| Reboilers | Heat supply to bottom | All distillation processes |
| Condensers | Vapor condensation, reflux | Top of distillation columns |
| Mist Eliminators | Entrained liquid removal | Overhead sections |
Summary
The internal components of process towers are not optional accessories—they are core to achieving high separation efficiency, product purity, and operational safety. Each component—from trays and packing to reboilers and distributors—plays a critical role in vapor-liquid equilibrium, flow distribution, and heat exchange. Selecting and maintaining the right internal elements ensures stable operations, energy efficiency, and compliance with quality standards. A deep understanding of these internals enables plant operators and engineers to build better towers and solve problems proactively.
How Are Process Towers and Columns Designed for Specific Applications?
When a process tower is incorrectly designed for its intended application—say, using a distillation column meant for clean hydrocarbons in a bio-fermentation process—the consequences can be severe: fouling, flooding, low product purity, operational shutdowns, or complete equipment failure. In highly specialized industries like petrochemicals, pharmaceuticals, or environmental treatment, each process stream has unique physical and chemical properties that demand tailored tower design. Off-the-shelf designs or improper sizing often result in underperformance, excessive energy use, and unplanned downtime. To achieve maximum efficiency and safety, process towers must be purpose-built—taking into account process conditions, feed compositions, separation goals, and operational constraints. This article provides a comprehensive breakdown of how process towers and columns are customized for specific industrial applications.
Process towers and columns are designed for specific applications by tailoring their internal components, sizing, material selection, and operating conditions based on factors such as the feed composition, desired separation, temperature and pressure profiles, flow rates, chemical reactivity, and purity requirements. Engineers use thermodynamic modeling, hydraulic simulations, material compatibility assessments, and process control strategies to create a column configuration that meets the operational goals and safety standards of each unique application.
Whether you’re designing a new distillation system, optimizing a solvent recovery column, or troubleshooting gas treatment towers, understanding the design customization process is crucial to achieving long-term success in plant operations.
\
Process towers are generally designed with a one-size-fits-all approach across industries.False
Process towers must be specifically engineered based on chemical composition, flow rates, phase behavior, and application goals; one-size-fits-all approaches lead to poor performance and safety risks.
Key Design Factors That Drive Application-Specific Tower Engineering
Designing a process tower for a particular use case involves balancing chemical, thermal, mechanical, and operational parameters. The following are the primary factors that influence tower configuration:
| Design Factor | Why It Matters | Examples |
|---|---|---|
| Feed Composition | Determines volatility, solubility, fouling risk, and phase change requirements | Crude oil vs. fermentation broth |
| Operating Pressure & Temperature | Influences materials, energy integration, and boiling/condensation behaviors | High-pressure ethylene vs. vacuum distillation |
| Flow Rates | Affects column diameter, internals spacing, and hydraulic load | 1,000 kg/h vs. 150,000 kg/h |
| Separation Goal | Defines number of stages and internal type (trays or packing) | Binary split vs. multi-component fractionation |
| Product Purity Requirements | Impacts number of theoretical stages, reflux ratio, and control precision | 99% ethanol vs. 70% recovery in wastewater |
| Heat Sensitivity | Requires use of vacuum systems or special packing materials | Vitamins, enzymes, biological feedstocks |
| Fouling or Corrosiveness | Dictates choice of metallurgy, coating, or internal geometry | Acidic vapors, slurries, salt-carrying streams |
| Control Requirements | Influences instrumentation, column zoning, and automation systems | Batch vs. continuous operation |
A rigorous front-end engineering design (FEED) process is required to match tower specifications with application performance targets.
Step-by-Step Approach to Designing a Process Column for a Specific Application
Engineers typically follow a structured design methodology to tailor each column precisely:
Step 1: Define the Process Requirements
- What components must be separated?
- What is the feed condition: temperature, pressure, phase?
- What are the desired product specifications?
Step 2: Perform Thermodynamic Modeling
- Use tools like Aspen Plus, HYSYS, or ProMax
- Create VLE (vapor-liquid equilibrium) or LLE (liquid-liquid equilibrium) diagrams
- Identify azeotropes, critical points, and minimum reflux ratios
Step 3: Determine Number of Theoretical Stages
- Apply McCabe-Thiele or Fenske-Underwood-Gilliland methods
- Evaluate purity vs. energy cost tradeoffs
| Method | Application | Outcome |
|---|---|---|
| McCabe-Thiele | Binary mixtures, visual design | Number of ideal trays |
| Fenske Equation | Minimum stages at total reflux | Theoretical stage count |
| Underwood Equations | Minimum reflux ratio | Energy requirement benchmark |
Step 4: Size the Column
- Calculate column diameter based on vapor and liquid traffic
- Determine tower height using stage spacing and safety allowances
| Flow Parameter | Design Influence |
|---|---|
| Vapor Flow Rate | Affects diameter, risk of flooding |
| Liquid Load | Determines downcomer area, tray weir size |
| Foaming Index | Impacts tray type selection |
| Surface Tension | Affects entrainment and tray spacing |
Step 5: Select Internal Components
- Trays (sieve, valve, bubble cap) for high-capacity, clean services
- Packing (structured or random) for low-pressure or corrosive services
- Distributors, redistributors, reboilers, and condensers matched to heat and flow dynamics
Step 6: Choose Materials of Construction
Material selection must resist corrosion, thermal stress, and fouling:
| Material | Use Case |
|---|---|
| Carbon Steel | General use, non-corrosive duties |
| Stainless Steel 316 | Acidic gases, high-pressure vapor |
| Hastelloy, Inconel | Chlorinated solvents, extreme temperature |
| PTFE-Lined Columns | Pharmaceutical or corrosive slurries |
| Glass-Lined Steel | High purity, biotech applications |
Step 7: Integrate Instrumentation and Control
- Temperature and pressure sensors at multiple zones
- Flow meters for feed, reflux, product streams
- Level indicators in reboiler and reflux drum
- Emergency pressure relief and fail-safe systems
Industry-Specific Case Examples
Crude Oil Fractionator Design
- Multi-component feed with wide boiling range
- Requires 30–50 trays with side draws
- Overhead vapor condensed and refluxed
- Bottom residue sent to vacuum distillation
Pharmaceutical Solvent Recovery Column
- Handles ethanol-water mixtures with \~90% ethanol
- Operates under vacuum to prevent decomposition
- Structured packing used for low pressure drop
- Tight purity control (≥ 99.8%) with high reflux
CO₂ Absorption Tower for Flue Gas
- Packed column with aqueous MEA solvent
- High liquid-to-gas ratio and good mass transfer required
- Corrosion-resistant alloy materials
- Tall column (>20m) with multiple liquid redistributors
| Application | Column Type | Unique Design Feature |
|---|---|---|
| Crude Oil Distillation | Tray column | Side draws, large diameter |
| Ethanol Purification | Packed column | Vacuum operation, azeotropic handling |
| Flue Gas CO₂ Scrubbing | Packed absorption tower | Lean/rich solvent circuits |
| Biodiesel Glycerol Separation | Extraction column | Rotating disc contactor |
| MTBE Reactive Production | Reactive distillation | Catalyst trays, integrated reboilers |
Process Simulation and Modeling Tools
Engineers rely heavily on process simulation software to verify and fine-tune column performance before fabrication:
| Software | Key Feature | Used For |
|---|---|---|
| Aspen Plus | Rigorous thermodynamics, multi-stage | Petrochemical and refinery designs |
| HYSYS | Dynamic modeling, control logic | Gas processing, pipeline systems |
| ProMax | Amine systems, gas dehydration | Environmental and CO₂ capture units |
| ChemCAD | User-friendly interface, batch processes | Fine chemical and pharmaceutical lines |
Final Design Validation and Fabrication
Before a column design moves into fabrication:
- CFD analysis (computational fluid dynamics) may be performed
- Pilot testing confirms scale-up behavior
- Stress analysis under ASME Section VIII or API 650 is conducted
- Internals layout is 3D-modeled for space and performance
Fabrication involves:
- Column shell and head construction
- Tray or packing installation
- Nozzle positioning and weld inspections
- Surface treatment (pickling, passivation, coating)
Summary
Designing a process tower or column for a specific application is a precise, multi-disciplinary engineering task. From thermodynamic analysis to material selection and control system integration, each component of the design must align with the unique needs of the target separation. The result is a tailored solution that achieves product quality, throughput, safety, and regulatory compliance—all while minimizing energy and operating costs. Whether it’s a refinery crude tower or a biotech solvent recovery column, design customization is the only way to achieve world-class operational performance.
What Are the Key Operational Challenges and Maintenance Practices for Towers and Columns?
Process towers and columns are the workhorses of separation in industries like refining, petrochemicals, pharmaceuticals, and gas processing. But despite their robust design, these towering structures face constant operational threats: fouling, flooding, weeping, corrosion, and internal damage. If these issues are not proactively managed, they can cause serious outcomes—ranging from reduced throughput and product off-specification to equipment failure, safety incidents, and costly unplanned shutdowns. Understanding the key operational challenges and maintenance strategies is essential for extending column life, maintaining efficiency, and ensuring plant reliability. This article will walk you through the most critical problems encountered in tower operations—and exactly how to prevent or resolve them.
The key operational challenges in towers and columns include fouling, corrosion, flooding, weeping, entrainment, maldistribution, and mechanical damage to internals. Effective maintenance practices involve regular inspection, cleaning, internals monitoring, corrosion protection, instrumentation calibration, and scheduled shutdowns. A combination of predictive diagnostics, performance monitoring, and material integrity assessments is necessary to maintain safe and efficient long-term operation of process towers.
If you’re responsible for plant reliability, operations, or maintenance planning, keep reading—this guide will help you establish robust operational and maintenance strategies that reduce downtime and protect your separation assets.
\
Once installed, process columns do not require regular maintenance unless a failure occurs.False
Process columns must undergo scheduled inspections, internal cleanings, material assessments, and performance reviews to prevent failures and maintain efficiency.
Overview of Major Operational Challenges in Process Towers
| Challenge | Description | Consequence if Unmanaged |
|---|---|---|
| Fouling | Accumulation of solids, tars, polymers, salts, or biofilms | Reduced mass transfer, blockage, hot spots |
| Flooding | Excess liquid holdup preventing vapor flow due to high load or blockage | Pressure buildup, loss of separation, trips |
| Weeping | Liquid leaking through tray perforations due to low vapor velocity | Reduced separation efficiency, tray damage |
| Entrainment | Vapor carries liquid droplets upward, contaminating the overhead product | Off-spec top product, fouling of condensers |
| Corrosion | Material degradation due to acidic, saline, or oxidizing environments | Shell thinning, leakage, potential rupture |
| Maldistribution | Uneven liquid or vapor flow due to faulty distributors or internals shifting | Low efficiency in packed towers, bypassing effects |
| Mechanical Damage | Internals collapse, tray displacement, or packing crushing during upset | Immediate loss of function, high repair costs |
Let’s explore each challenge in more technical depth with solutions.
Fouling – The Silent Efficiency Killer
Fouling is the gradual buildup of unwanted materials inside the tower—such as polymers, hydrocarbons, scaling salts, biological growth, or corrosion products.
Causes:
- High-viscosity or impure feedstocks
- Uncontrolled polymerization
- Thermal degradation of organics
- Salt precipitation (e.g., ammonium salts)
Detection:
- Increased pressure drop
- Decreased efficiency or throughput
- Hot spots detected by temperature sensors
- Change in product purity
Preventive Measures:
- Feed pre-treatment (filters, heat exchangers)
- Antifoulant injection programs
- Material selection (e.g., polished trays, PTFE coatings)
- Periodic pigging or hydroblasting
| Fouling Type | Common Location | Mitigation Strategy |
|---|---|---|
| Salt Fouling | Reboiler and bottom sections | Neutralization, temperature control |
| Polymerization | Mid-section trays or packing | Inhibitor dosing, oxygen control |
| Biofouling | Wastewater towers, organic columns | Biocide injection, cleaning cycles |
Scheduled chemical cleaning or manual tray washing during turnarounds is often required for long-term fouling control.
Flooding and Weeping – Hydraulic Instability
Flooding occurs when vapor flow becomes too high or liquid flow too restricted, causing liquid accumulation and pressure spikes. Weeping is the opposite problem—vapor flow is too low to support the liquid on the trays, causing it to leak through perforations.
Causes of Flooding:
- Overloading beyond design limits
- Fouled downcomers or distributors
- Improper tray level settings
Causes of Weeping:
- Operating below minimum vapor rate
- Excessive pressure drop
- Damaged or corroded trays
| Indicator | Flooding | Weeping |
|---|---|---|
| Differential Pressure | Sudden spike | Drop below normal |
| Overhead Product Purity | Decreases | Decreases |
| Liquid Build-Up | Bottom section | None |
| Tray Temperature Profile | Irregular (thermal mixing) | Inverted or reduced separation |
Maintenance Response:
- Rebalance vapor-liquid loads
- Inspect trays for damage or fouling
- Calibrate level controllers and sensors
- Restore pressure control logic
CFD modeling or tray hydraulic audits can also be used to optimize operation and prevent reoccurrence.
Corrosion – The Structural Weakener
Corrosion is one of the most dangerous operational challenges because it weakens column integrity from within. If not monitored, it can lead to leaks, ruptures, or explosions.
Types of Corrosion:
- Uniform corrosion: General thinning across internal surfaces
- Pitting corrosion: Localized attack, especially in chloride-rich systems
- Stress corrosion cracking: Caused by cyclic thermal and mechanical stress
- Galvanic corrosion: Occurs between dissimilar metals
Hot Spots for Corrosion:
- Feed nozzles
- Tray support rings
- Reboiler connections
- Welded seams
Preventive Practices:
- Use corrosion-resistant alloys (e.g., 316L, Inconel, Hastelloy)
- Apply internal coatings or linings
- Monitor with corrosion coupons or online probes
- Implement cathodic protection in salt-heavy systems
| Inspection Technique | Use Case | Detection Capability |
|---|---|---|
| Ultrasonic Testing (UT) | Wall thickness monitoring | Accurate up to 0.1 mm |
| Radiographic Testing (RT) | Weld inspection | Detects cracks and inclusions |
| Magnetic Particle Testing | Surface defects, tray damage | Visible flaws, cracks |
| Corrosion Coupons/Probes | Online corrosion rate tracking | Long-term material wear rate |
Mechanical Damage to Internals
Internal damage can occur during process upsets, sudden pressure changes, or due to poor fabrication and installation quality. Collapsed trays or displaced packing disrupt separation and increase pressure drop.
Causes:
- Hydraulic surges (overpressure)
- Improper startup or shutdown sequences
- Inadequate tray support or welding flaws
- Equipment mishandling during maintenance
Solutions:
- Install surge suppressors and relief valves
- Train personnel on startup/shutdown SOPs
- Use guided tray installation and torque specifications
- Perform drone or robotic internal inspections
| Internal Issue | Impact | Fix Required |
|---|---|---|
| Collapsed trays | Loss of separation, vapor bypass | Tower opening and reinstallation |
| Packing shift | Channeling, low efficiency | Rebed and reset distribution system |
| Blocked downcomer | Flooding risk | Mechanical cleaning or tray replacement |
Best Maintenance Practices for Process Towers and Columns
A proactive maintenance program must combine preventive, predictive, and corrective strategies. Here’s how to do it:
Preventive Maintenance:
- Schedule column inspections every 1–3 years
- Clean internals, remove deposits
- Replace or recalibrate pressure/temperature instruments
- Check insulation and fireproofing
- Inspect nozzles, feed lines, and distributor plates
Predictive Maintenance:
- Use online sensors and analyzers (dP, T, composition)
- Apply machine learning models for fouling prediction
- Monitor vibration and acoustic signals
- Integrate with plant DCS or SCADA systems
Corrective Maintenance:
- Tower entry for tray/pad replacement
- Recoating corroded surfaces
- Shell welding or reinforcement
- Emergency shutdown and pressure relief testing
Maintenance Inspection Checklist
| Area Inspected | What to Look For | Tool/Method |
|---|---|---|
| Tray Condition | Cracks, corrosion, displaced valves | Visual, UT, borescope |
| Packing Bed | Channeling, compression, contamination | Bed height, pressure drop profile |
| Reboiler and Condenser | Scaling, leakage, heat transfer loss | Infrared thermography, flow tests |
| Nozzles and Manways | Corrosion, gasket wear, fouling | Manual inspection, leak testing |
| Shell Thickness | Thinning, bulging, stress cracking | Ultrasonic thickness gauge |
Summary
Process towers and columns operate under demanding conditions—and they will inevitably face challenges like fouling, flooding, corrosion, and mechanical stress. However, with a strong operational monitoring system and structured maintenance practices, these problems can be identified early, managed effectively, and resolved safely. Whether it’s a crude tower, absorption column, or specialty stripping unit, the key to long equipment life and high performance lies in proactive care and continuous improvement.
Conclusion: Why Understanding Process Towers & Columns Matters
Process towers and columns are not just towering steel structures—they are the beating heart of countless industrial operations. From separating crude oil into its components to recovering solvents in pharmaceutical plants, these vertical vessels silently drive production, energy efficiency, and product quality. However, when misunderstood or poorly managed, they can become sources of inefficiency, safety risks, and massive financial loss.
Understanding how process towers work—how they are designed, what internal components they contain, how they separate components, and how they must be maintained—is not optional. It’s essential. Every plant manager, process engineer, operations head, and maintenance specialist benefits from a solid command of column behavior, whether that means preventing flooding, optimizing tray loading, or planning a turnaround.
By mastering the science and engineering behind these systems, organizations gain:
- Higher product yield and purity
- Reduced energy consumption
- Increased equipment lifespan
- Fewer unplanned shutdowns
- Greater safety and compliance
From distillation and absorption to extraction and reactive separations, process towers must be carefully selected, custom-designed, precisely operated, and rigorously maintained. When these elements come together, you’re not just running a column—you’re optimizing the entire production process.
Ready to Build, Optimize, or Troubleshoot Your Process Tower?
Our team of experts is here to help you design, retrofit, or maintain your process towers and columns for peak performance. Whether it’s a new installation or solving a persistent operational issue, we offer technical guidance backed by real-world experience.
Contact us now for a personalized consultation on how to maximize the efficiency, safety, and profitability of your process separation systems.
FAQ
Q1: What are process towers and columns used for?
A1: Process towers and columns are essential components in chemical and industrial plants, primarily used for separating mixtures based on physical or chemical properties. Common types include distillation columns (for separating liquids by boiling point), absorption towers (for removing gases using liquids), and stripping columns (for removing components from a liquid using gas). These structures optimize the efficiency of processes like refining, gas treatment, and chemical synthesis.
Q2: How does a distillation column work?
A2: A distillation column operates on the principle of separating liquid mixtures by their boiling points. A heat source vaporizes the mixture at the bottom, and as the vapor rises, it cools and condenses at various levels, with different components condensing at different heights. Trays or packing material inside the column facilitate this separation, allowing for the collection of purified components at various stages.
Q3: What are the main types of process columns in industrial settings?
A3: The main types of process towers and columns include:
- Distillation Column: Used to separate liquid mixtures based on differences in boiling points.
- Ammonia Synthesis Tower: Used for synthesizing ammonia under high temperature and pressure.
- Fractionating Column: Commonly used in petroleum refining to separate complex hydrocarbon mixtures.
- Extraction Column: Designed for performing liquid-liquid or solid-liquid extraction processes.
- Recovery Column: Utilized to recover valuable components from waste gases or liquids.
These towers are selected based on the specific requirements of chemical or industrial processes and are widely used across industries such as petrochemicals, pharmaceuticals, and environmental engineering.
Q4: Why are trays and packing important in process columns?
A4: Trays and packing provide surface area for vapor-liquid contact within a column, which is crucial for effective mass transfer and separation. Trays allow staged interaction and easier maintenance, while packing materials (structured or random) increase efficiency by promoting continuous contact and reducing pressure drop. The choice between trays and packing depends on the process, pressure conditions, and maintenance needs.
Q5: Is there a difference between towers and columns in processing plants?
A5: While the terms “towers” and “columns” are often used interchangeably, there can be subtle distinctions based on industry or regional preference. Technically, a “tower” often refers to larger, vertical vessels like absorption or cooling towers, whereas “column” typically describes equipment used for separation processes, such as distillation or extraction. However, in most industrial contexts, both terms denote vertical process vessels involved in separation.
References
- Introduction to Distillation Columns – CheResources
- Chemical Engineering Guide to Separation Processes – Chemical Engineering
- Absorption Towers Explained – ScienceDirect
- Distillation Column Design Basics – LinkedIn
- Packed vs Tray Columns – Campbell Petroleum
- Mass Transfer in Packed Towers – Engineering Toolbox
- Introduction to Process Equipment – LearnChemE
- Types of Chemical Process Towers – IntechOpen
- Separation Technology Overview – Northwestern University
- Distillation and Industrial Column Operation – K-Patents









