Molecular sieve dehydration units are used in natural gas plants, LNG pretreatment, NGL recovery, hydrogen systems, refinery off-gas treatment, petrochemical gas drying, and polymer-grade hydrocarbon service where very low moisture content is required. For EPC buyers, the equipment package is not only a pair of adsorber vessels. A complete system must include inlet protection, adsorber towers, molecular sieve beds, regeneration heating, regeneration cooling, knock-out separation, switching valves, dust filtration, analyzers, controls, and safety systems.
The purpose of a molecular sieve dehydration unit is to remove water from gas before downstream equipment is damaged by hydrates, ice, corrosion, catalyst poisoning, cold-box plugging, polymerization problems, or off-spec product. These units are commonly selected when glycol dehydration cannot meet the very low moisture specification required by cryogenic or petrochemical processes.

External references from Pall, Gas Processing & LNG, John M. Campbell, Honeywell UOP, and TransTech all describe molecular sieve dehydration as a cyclic adsorption process requiring careful adsorber design, regeneration control, inlet protection, and outlet monitoring. ASME BPVC Section VIII Division 1 is also commonly referenced where adsorber vessels and separators are designed as pressure vessels.
A molecular sieve dehydration unit is not only an adsorber vessel; it is a complete cyclic system.True
The adsorber removes water during the drying step, but continuous operation requires regeneration heating, cooling, separation, switching valves, filtration, controls, and safety protection.
Inlet liquids, oil, amine, glycol, and solids have little effect on molecular sieve bed life.False
Liquid and contaminant carryover can block pores, increase pressure drop, cause channeling, damage bed supports, generate dust, and shorten adsorbent life.
What Equipment Is Needed in a Molecular Sieve Dehydration Unit?
A typical molecular sieve dehydration unit includes inlet separation or filtration, adsorber vessels, molecular sieve desiccant beds, bed support media, switching valves, regeneration gas heater, regeneration gas cooler, regeneration gas separator, dry gas filters, moisture analyzers, temperature instruments, pressure protection, PLC or DCS controls, and skid-mounted piping or structures.
For fabricated equipment planning, buyers can review custom pressure vessels, pressure vessels for oil and gas, process towers and columns, and industrial heat exchangers.
| Equipment area | Core equipment | Main function | Critical design points |
|---|---|---|---|
| Feed pretreatment | Inlet separator, filter-coalescer, liquid drain system | Removes free liquids, aerosols, oil, solids, and slugs | Prevent liquid carryover, bed fouling, caking, and pressure drop increase |
| Adsorption section | Molecular sieve adsorber vessels | Holds adsorbent bed and dries process gas | Pressure, flow distribution, cycle time, bed depth, pressure drop, code compliance |
| Adsorbent package | 3A, 4A, 5A, 13X, guard layers, support balls, screens | Removes water and selected contaminants | Select by gas composition, molecule size, acid gas, olefin service, co-adsorption risk |
| Switching system | Automated high-cycle valves, isolation valves, bypasses, check valves | Routes beds through adsorption, heating, cooling, and standby | Valve leakage and sequencing errors can cause wet gas breakthrough |
| Regeneration heating | Fired heater, electric heater, hot oil exchanger, steam exchanger | Heats dry regeneration gas to desorb water | Heater duty, outlet temperature, temperature ramp, fuel or power supply |
| Regeneration cooling | Air cooler, shell-and-tube cooler, trim cooler | Cools wet regeneration gas before separation or recycle | Cooling duty, outlet temperature, fouling margin, metallurgy |
| Regeneration separation | Regeneration gas knock-out drum, condenser receiver, drain system | Removes condensed water and hydrocarbons | Liquid handling, level control, corrosion allowance, sour service design |
| Outlet protection | Dry gas after-filter or dust filter | Captures molecular sieve dust and fines | Protects cold boxes, valves, analyzers, compressors, and catalysts |
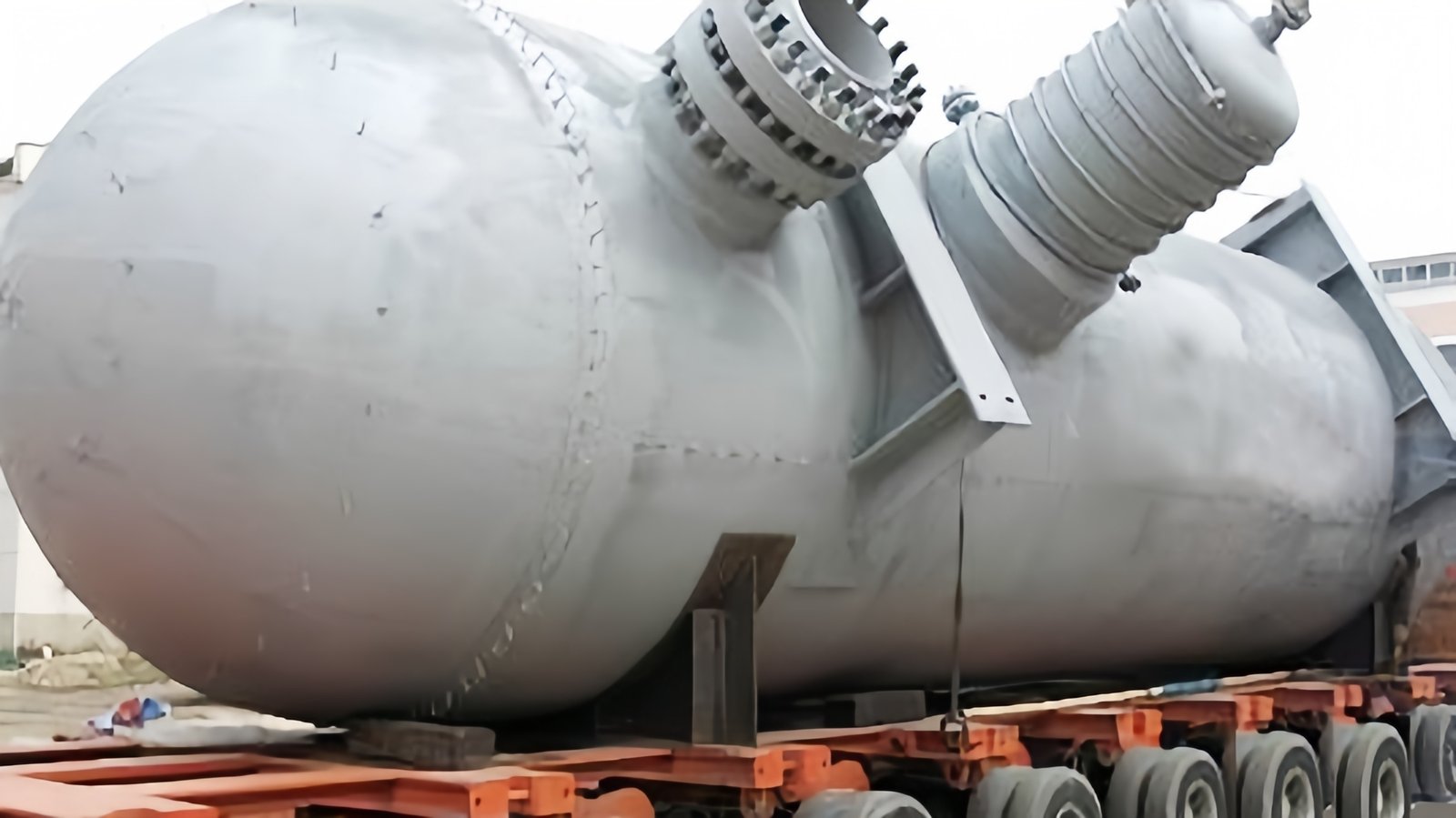
Adsorber Vessels and Molecular Sieve Beds
The adsorber vessel is the heart of the unit. It is usually a vertical pressure vessel filled with molecular sieve desiccant and support media. The vessel must be sized for gas flow, operating pressure, temperature, water load, required outlet moisture, cycle time, pressure drop, regeneration conditions, and applicable pressure vessel code.
The bed is more than loose adsorbent. It may include molecular sieve layers, guard layers, ceramic balls, support grids, hold-down screens, distributors, outlet screens, and dust control features. Poor bed support can cause channeling, adsorbent movement, attrition, dust generation, and early breakthrough.
Many systems use two or more adsorber vessels. While one vessel is drying gas, another is being heated, cooled, or held in standby. LNG, NGL recovery, and petrochemical services often require conservative cycle design and reliable automatic switching because water breakthrough can damage downstream cold or catalytic equipment.
Inlet Separators, Coalescers, and Bed Protection
Molecular sieve beds are sensitive to contaminants. Free water, liquid hydrocarbons, compressor oil, amine carryover, glycol carryover, caustic, rust, iron sulfide, catalyst fines, and heavy hydrocarbons can reduce adsorption capacity and shorten bed life. Therefore, inlet protection should be designed before the adsorber vessels are finalized.
A common inlet protection train includes a knock-out drum or inlet separator, particulate filter, high-efficiency filter-coalescer, automatic drains, liquid level alarms, and sometimes an activated carbon or guard bed. Downstream dry gas filters are also used to capture adsorbent fines before gas reaches cryogenic exchangers, valves, analyzers, compressors, catalysts, or petrochemical process units.
Regeneration Equipment
The regeneration system restores the saturated molecular sieve bed so it can return to drying service. A slipstream of dry gas is heated and passed through the bed to desorb water. The hot wet regeneration gas then leaves the vessel, is cooled, and passes through a separator so condensed water and hydrocarbons can be removed.
Core regeneration equipment includes a regeneration gas source, regeneration gas flow control, heater, switching valves, depressurization or equalization system, regeneration cooler, knock-out separator, regeneration gas compressor or blower where required, filters, temperature profile instruments, moisture analyzer, and sequence control.
| Regeneration equipment | Main function | Why it matters | Specification focus |
|---|---|---|---|
| Dry regeneration gas source | Supplies gas for heating and cooling the bed | Wet or contaminated regeneration gas reduces final bed dryness | Gas composition, water content, pressure, availability |
| Regeneration gas heater | Heats dry gas to desorb water | Provides heat for adsorbent, support media, vessel steel, and water desorption | Duty, outlet temperature, ramp rate, fuel or power supply |
| Switching valves | Route beds through adsorption, heating, cooling, and standby | Leakage or wrong sequencing can cause wet breakthrough | Tight shutoff, cycle life, position feedback, actuator reliability |
| Regeneration cooler | Cools wet regeneration gas | Allows water and heavy hydrocarbons to condense | Cooling duty, metallurgy, fouling margin, outlet temperature |
| Knock-out separator | Removes condensed liquids | Prevents water recycling back to the bed or compressor | Level control, demister, drains, corrosion allowance |
| Moisture analyzer | Monitors dry gas quality | Warns of breakthrough or incomplete regeneration | Range, response time, sample conditioning, maintenance access |
Heater Choices for Regeneration Gas
The regeneration heater may be electric, direct-fired, hot oil, steam, or another process-integrated heating device. The choice depends on regeneration duty, available utilities, hazardous area classification, emissions, plant location, control philosophy, and package size.
Electric heaters can be compact and clean for small or modular systems but may require high electrical power. Direct-fired heaters can provide large heat input but require burner management and emissions review. Hot oil or steam exchangers may be preferred where those utilities already exist.
Switching Valves and Controls
Molecular sieve dehydration units operate cyclically, so valves and controls are critical. Each bed may move through adsorption, depressurization, heating, cooling, repressurization, and standby. Automated switching valves must seal reliably and withstand frequent cycling. A leaking valve can send wet gas to the dry outlet or disturb a regeneration step.
The control system should manage valve sequencing, heater firing, temperature ramping, regeneration gas flow, pressure equalization, separator level control, moisture alarms, safety interlocks, and bed changeover. Larger systems are usually integrated with the plant DCS or SIS.
Plant-Specific Configurations
The required equipment depends on the plant duty. Pipeline gas polishing, LNG pretreatment, NGL recovery, hydrogen drying, ethylene/propylene drying, LPG drying, and refinery off-gas service can require different bed configurations and protection systems.
| Plant duty | Typical configuration | Equipment emphasis | Buyer warning |
|---|---|---|---|
| Pipeline natural gas polishing | Two-bed or three-bed dryer | Inlet separation, stable cycle, moisture monitoring | Do not under-spec coalescing if gas contains liquids or oil. |
| NGL recovery or turbo-expander feed | Three-bed dryer common | Low moisture, dust filters, analyzer reliability | Water breakthrough can freeze in cryogenic sections. |
| LNG pretreatment | Multiple beds or parallel trains | High reliability, redundancy, tight analyzer control | Use conservative design and proven adsorbent support. |
| Hydrogen drying | Two-bed or three-bed dryer | Leak-tight valves, low contamination, high-purity service | Valve leakage and contamination can damage downstream catalysts. |
| Petrochemical olefin drying | Adsorber vessels with strong guard filtration | Caustic carryover control, polymerization risk, low moisture | Adsorbent selection and inlet protection are especially important. |
Materials, Pressure Vessels, and Fabrication
Adsorber vessels, regeneration separators, filters, and related drums are often pressure vessels. They should be designed around operating pressure, temperature, regeneration temperature, cyclic operation, gas composition, sour service, corrosion allowance, bed support loads, nozzle loads, relief cases, and inspection requirements.
A qualified large-scale pressure vessel manufacturer should review process datasheets, mechanical drawings, bed support details, material specifications, welding requirements, NDT scope, pressure testing, coating, preservation, and delivery conditions before fabrication starts. For high-pressure or sour gas service, material traceability and documentation are especially important.

What Buyers Should Prepare Before Requesting a Quotation
Before requesting a quotation for molecular sieve dehydration equipment, buyers should prepare:
- Gas composition and flow rate cases
- Operating pressure and temperature
- Water content and required outlet moisture specification
- Downstream service, such as LNG, NGL, cryogenic, hydrogen, or petrochemical use
- Contaminants, including oil, amine, glycol, caustic, sulfur compounds, heavy hydrocarbons, solids, and mercury if relevant
- Preferred bed count and cycle philosophy, if already studied
- Regeneration gas source and destination
- Available utilities for heater and cooler design
- Adsorbent type or licensor requirements
- Inlet separator, coalescer, and dust filter requirements
- Moisture analyzer and control system requirements
- Material, sour service, and pressure vessel code requirements
- Inspection, NDT, pressure testing, and documentation requirements
- Skid, modularization, transport, and site installation requirements
Common Buyer Mistakes
Buying Adsorber Vessels Without Defining Regeneration
The bed must be regenerated correctly to keep drying performance. Heater duty, regeneration gas flow, cooling time, separator capacity, and valve sequencing should be defined together with adsorber sizing.
Underestimating Inlet Protection
Liquids, oil, amine, glycol, caustic, and solids can shorten adsorbent life. Inlet separators, coalescers, particulate filters, drains, and alarms are not optional details in demanding service.
Ignoring Dust Carryover
Molecular sieve fines can damage downstream cold boxes, valves, compressors, analyzers, and catalysts. Dry gas dust filters should be included where downstream equipment is sensitive.
Comparing Suppliers Only by Vessel Size
Two packages with similar vessel dimensions may differ in adsorbent volume, support design, distribution, regeneration duty, analyzer quality, valve leakage class, filtration scope, controls, documentation, and lifecycle cost.
FAQ
How does a molecular sieve dehydration unit work?
Wet gas passes through an adsorber vessel filled with molecular sieve desiccant. Water is adsorbed by the bed while dry gas exits. The saturated bed is then regenerated by heated dry gas and cooled before returning to service.
What equipment is included in a molecular sieve dehydration unit?
Common equipment includes inlet separators, coalescers, adsorber vessels, molecular sieve beds, switching valves, regeneration gas heater, regeneration gas cooler, regeneration separator, dust filters, moisture analyzers, controls, relief devices, and skid piping.
Why are adsorber vessels the core equipment?
Adsorber vessels contain the molecular sieve bed where water removal occurs. Their design depends on pressure, flow rate, water load, outlet moisture target, bed cycle time, regeneration temperature, and applicable code requirements.
Why are inlet separators and filters needed?
They protect the molecular sieve bed from liquids, aerosols, oil, amine, glycol, solids, and other contaminants that can reduce adsorption capacity, increase pressure drop, cause channeling, and shorten bed life.
What does the regeneration system do?
The regeneration system heats dry gas and sends it through a saturated bed to remove adsorbed water. The wet regeneration gas is then cooled and separated before it is recycled, routed to fuel gas, or handled according to plant design.
What controls are important for molecular sieve dehydration?
Important controls include automatic bed switching, heater temperature, regeneration gas flow, pressure equalization, separator level, moisture analyzer alarms, valve position feedback, ESD logic, and DCS or PLC integration.
Conclusion
Molecular sieve dehydration units require a complete equipment package: inlet protection, adsorber vessels, molecular sieve beds, regeneration heaters, coolers, knock-out separators, filters, switching valves, analyzers, controls, and pressure safety systems. The best equipment selection depends on gas composition, water load, outlet moisture target, downstream service, contaminants, regeneration philosophy, materials, and project standards.
If you are sourcing molecular sieve adsorber vessels, gas dehydration equipment, regeneration separators, filters, heat exchangers, pressure vessels, or skid-mounted process equipment for natural gas, LNG, NGL, hydrogen, petrochemical, or EPC projects, you can discuss your project requirements with an engineering and manufacturing team. Sharing gas composition, moisture specification, regeneration requirements, material needs, inspection scope, and delivery terms will help support technical communication and fabrication evaluation.
External references used: Pall adsorbent dehydration; Gas Processing & LNG molecular sieve dehydration; John M. Campbell adsorption dehydration; Honeywell UOP dehydration and dewpointing; TransTech molecular sieve dehydration units; ASME BPVC Section VIII Division 1.







