Condensate stabilization units use pressure vessels to remove light hydrocarbons, reduce vapor pressure, separate free gas and water, protect downstream equipment, and prepare stabilized condensate for storage, export, or further processing. For EPC buyers and oil and gas project teams, the main question is not only which stabilizer tower is required. The full vessel package must be selected around feed composition, pressure reduction, water content, light-end concentration, Reid Vapor Pressure or True Vapor Pressure target, vapor recovery, corrosion risk, pressure relief, and delivery constraints.
Common vessels include inlet separators, flash drums, three-phase separators, feed surge drums, condensate stabilizer towers, reflux accumulators, reboiler shells, compressor suction scrubbers, compressor discharge knockout drums, flare knockout drums, product surge vessels, water draw drums, filter coalescer vessels, and heat-medium expansion vessels. These vessels work together as a process system. If one vessel is undersized or poorly specified, the stabilizer may suffer unstable vapor pressure, water carryover, foaming, off-spec condensate, compressor damage, or unsafe liquid carryover.
External references from SLB and John M. Campbell describe condensate stabilizers as systems used to remove light ends and control stabilized condensate vapor pressure. API Standard 521 provides pressure relief and depressurizing guidance for petroleum production and processing facilities, while ASME BPVC Section VIII Division 1 is commonly referenced for pressure vessel construction. For buyers, these references reinforce the need to treat condensate stabilization equipment as engineered pressure equipment, not generic tanks.
The condensate stabilizer tower is the only important pressure vessel in a stabilization unit.False
The stabilizer tower is central, but inlet separators, flash drums, reflux accumulators, reboilers, knockout drums, surge vessels, and relief-related vessels also affect product quality, safety, and uptime.
Inlet separation vessels can determine whether a condensate stabilizer operates steadily.True
Removing flash gas, free water, slugs, sand, and unstable feed before the stabilizer protects exchangers, pumps, reboilers, and tower internals from upset and fouling.
What Pressure Vessels Are Used in Condensate Stabilization Units?
A condensate stabilization unit may be refluxed or non-refluxed, modular or field-built, simple or integrated with vapor recovery and gas treating. The exact vessel list depends on the process design, but most units include front-end separation, a stabilizer column, heat input equipment, overhead and vapor handling vessels, product handling vessels, and safety or drain vessels.
For related equipment planning, buyers may review custom pressure vessels, pressure vessels for oil and gas, process towers and columns, and industrial heat exchangers.
| Pressure vessel | Main function | Where it fits | Selection focus |
|---|---|---|---|
| Inlet separator | Separates gas, condensate, and water | Upstream of stabilizer feed system | Residence time, demister, interface control, water removal |
| Flash drum | Removes flashed gas after pressure letdown | Before exchanger or stabilizer tower | Pressure drop, vapor disengagement, liquid holdup |
| Feed surge drum | Buffers flow and composition changes | Before feed pump or stabilizer feed | NPSH, control stability, turndown, slug handling |
| Condensate stabilizer tower | Removes light ends through vapor-liquid contact | Main fractionation pressure vessel | Trays or packing, pressure, RVP target, relief design |
| Reboiler shell | Provides heat and vapor for separation | Bottoms circuit of stabilizer tower | Heat duty, hydrocarbon inventory, cleanability, expansion |
| Reflux accumulator | Collects condensed overhead liquid | Overhead system of refluxed stabilizer | Liquid holdup, vapor disengagement, pressure control |
| Compressor suction scrubber | Protects vapor recovery compressor | Overhead vapor or flash gas line | Mist removal, high-level shutdown, compressor protection |
| Flare knockout drum | Removes liquid from relief or flare gas | Relief and depressurization system | Liquid surge volume, relief cases, safe drainage |
Inlet Separation Vessels
Inlet separation is often the first reliability barrier. Feed condensate may arrive with free gas, water, sand, corrosion products, methanol, glycol, and pressure fluctuations. A high-pressure inlet separator, three-phase separator, flash separator, free-water knockout vessel, or feed surge drum can stabilize the feed before it reaches the feed-bottoms exchanger and stabilizer tower.
Three-phase separators are commonly used where gas, condensate, and water must be separated before stabilization. Flash drums are used when high-pressure condensate is let down to a lower pressure, allowing light gas to separate before the main tower. Inlet scrubbers may be added on the gas outlet where vapor recovery compressors or fuel gas systems need liquid protection.
| Feed condition | Recommended vessel arrangement | Reason |
|---|---|---|
| Stable liquid condensate with little water | Inlet flash separator plus feed surge drum | Simple and compact arrangement. |
| High-pressure condensate with flash gas | Pressure letdown valve plus inlet flash separator | Removes vapor before exchanger and tower. |
| Condensate with free water | Three-phase separator or FWKO plus coalescer | Reduces water carryover, corrosion, and reboiler load. |
| Pipeline multiphase feed with pigging slugs | Slug catcher plus HP three-phase separator | Handles surge volume before fine separation. |
| High gas carryover risk | Separator plus gas outlet scrubber | Protects compressor, VRU, or fuel gas system. |
| High sand or solids content | Sand knockout plus three-phase separator | Reduces erosion and sludge accumulation. |
Condensate Stabilizer Tower
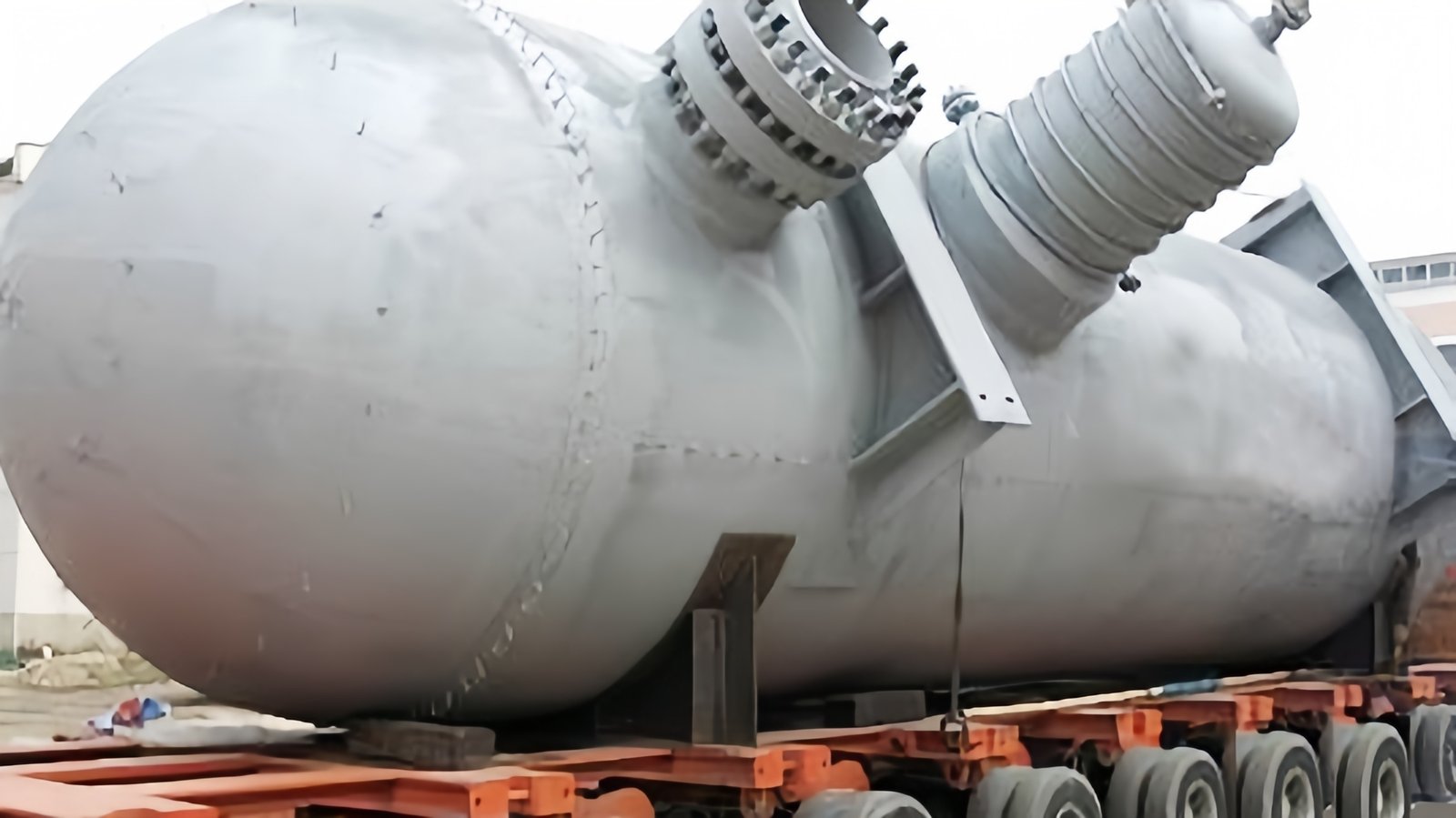
The stabilizer tower is a vertical pressure vessel designed for vapor-liquid contact and fractionation. Unstable condensate enters the column, heat from the reboiler drives off light hydrocarbons, vapors rise through trays or packing, and heavier stabilized condensate leaves from the bottom. The goal is commonly to meet RVP, TVP, storage, transport, export, or vapor recovery requirements.
Stabilizer towers may use trays or packing. Trayed towers are often preferred for variable or dirty service because they are familiar, inspectable, and relatively tolerant of fouling. Packed towers can reduce pressure drop and vessel height in cleaner services, but they require good liquid distribution and are more sensitive to fouling or maldistribution.

Reboiler Pressure Vessels
Many condensate stabilizers use a reboiler to supply heat to the column bottoms. Depending on the design, this may be a kettle reboiler, thermosiphon reboiler, forced-circulation reboiler, bath heater package, or another heat input arrangement. The reboiler may be treated as pressure-containing equipment or a pressure vessel component depending on code scope and jurisdiction.
Kettle reboilers are common because they are robust and can provide vapor disengagement and product holdup. Thermosiphon reboilers can be compact and efficient but depend strongly on layout and hydraulics. Forced-circulation reboilers can support difficult services but add pumps and controls. Buyers may review shell and tube heat exchanger options when defining stabilizer reboiler equipment.
| Reboiler vessel type | Advantages | Limitations | Best-fit application |
|---|---|---|---|
| Kettle reboiler | Robust, familiar, provides vapor disengagement | Larger hydrocarbon inventory and footprint | Modular and conventional stabilizers needing stable bottoms |
| Vertical thermosiphon | Compact and efficient natural circulation | Sensitive to elevation, layout, and fouling | Clean service with good piping arrangement |
| Horizontal thermosiphon | Familiar shell-and-tube arrangement | Requires hydraulic design discipline | Medium-duty units with moderate fouling risk |
| Forced-circulation reboiler | Controllable flow and higher velocity | Requires circulation pump and more controls | Fouling service or high-duty cases |
| Bath heater reboiler | Useful for remote field packages | Larger package and fuel system requirements | Standalone units and remote production sites |
Overhead, Reflux, and Vapor Recovery Vessels
Refluxed stabilizers may include an overhead condenser and reflux accumulator. The reflux drum separates condensed liquids from overhead vapor and provides reflux liquid inventory. Non-refluxed stabilizers may use a simpler overhead vapor system, but they still often require knockout drums or compressor suction scrubbers to protect vapor recovery equipment.
Overhead vapor may go to a vapor recovery unit, compressor, fuel gas system, flare, gas treating unit, or other destination. The vessel package should include appropriate knockout protection, high-level shutdowns, mist eliminators, pressure control, relief design, and safe drainage.
Product Surge and Water Draw Vessels
After stabilization, the product may pass through coolers and into a product surge vessel, storage tank, export pump, or custody transfer system. If water carryover is a concern, the tower or downstream system may require a water draw boot, side water draw vessel, or small separator to remove accumulated water. This can reduce corrosion and help protect product quality.
Where storage is included in the scope, buyers can review industrial storage tanks and related hydrocarbon storage vessels during early layout planning.
Materials, Corrosion, and Sour Service
Condensate stabilization vessels may handle hydrocarbons, water, CO2, H2S, chlorides, methanol, glycol, sand, and corrosion products. Material selection should follow the approved process design, sour service requirements, corrosion allowance, temperature, pressure, and project standards. Carbon steel may be suitable in many services, while stainless steel, clad plate, corrosion-resistant alloys, coatings, or special internals may be required in more aggressive areas.
Buyers should request material schedules for separator shells, tower shells, trays, packing, demisters, reboiler tubes, reflux drum internals, compressor scrubber internals, nozzles, gaskets, bolting, and drainage connections. Any material substitution should be formally reviewed and approved.
Pressure Relief and Safety Interfaces
Pressure vessels in condensate stabilization units must be reviewed for pressure relief and depressurization cases. Potential cases may include blocked outlet, fire, control valve failure, overheat, reflux failure, compressor trip, gas blowby, liquid overfill, and thermal expansion. API Standard 521 is a common reference for pressure-relieving and depressurizing systems in petroleum production and processing facilities, while final requirements depend on project standards and governing regulations.
Manufacturing and Quality Control
A qualified pressure vessel manufacturer should review process datasheets, mechanical drawings, material specifications, internals interfaces, nozzle loads, support details, welding requirements, NDT scope, pressure testing, coating, packing, and delivery conditions before fabrication starts.
Manufacturing may include material inspection, shell rolling, head forming, seam welding, nozzle installation, internal support welding, dimensional inspection, hydrostatic testing, coating, and final documentation. A large-scale pressure vessel manufacturer should support material traceability, welding control, inspection coordination, and logistics planning for non-standard oil and gas pressure equipment.

What Buyers Should Prepare Before Requesting a Quotation
Before requesting a quotation for condensate stabilization pressure vessels, buyers should prepare:
- Process description and equipment list
- Feed composition from C1 to C10+ and heavy ends
- CO2, H2S, water, methanol, glycol, sand, and contaminants
- Feed pressure, temperature, and flow cases
- Required RVP, TVP, storage, export, or vapor recovery target
- Refluxed or non-refluxed stabilizer basis
- Separator residence time and liquid carryover requirements
- Column internals requirements
- Reboiler type and heat medium
- Vapor destination and compressor protection requirements
- Material and sour service requirements
- Relief and depressurization requirements
- NDT, inspection, and pressure testing requirements
- Support, lifting, skid, and delivery requirements
- Documentation and handover requirements
Common Buyer Mistakes
Focusing Only on the Stabilizer Tower
The tower cannot operate steadily if inlet separation, flash gas handling, water removal, reboiler duty, reflux, and vapor recovery vessels are poorly defined.
Ignoring Feed Water and Free Gas
Water carryover can increase corrosion and reboiler duty, while uncontrolled flash gas can upset hydraulics and vapor recovery. Inlet separators and flash drums should be sized around real feed cases.
Comparing Vessel Prices Without Comparing Internals
Separators, towers, reflux drums, and scrubbers depend on internals such as inlet devices, trays, packing, demisters, baffles, boots, and distributors. A lower vessel shell price may exclude critical performance components.
Underestimating Relief and Depressurization Cases
Hydrocarbon pressure vessels require careful relief review. Blocked outlets, fire cases, compressor trips, overheat, and gas blowby can affect vessel design pressure, PSV sizing, and flare knockout requirements.
FAQ
What pressure vessels are used in condensate stabilization units?
Common vessels include inlet separators, flash drums, three-phase separators, feed surge drums, stabilizer towers, reflux accumulators, reboiler shells, compressor suction scrubbers, compressor discharge knockout drums, flare knockout drums, product surge vessels, and water draw vessels.
How does a condensate stabilizer tower work?
A stabilizer tower uses heat and vapor-liquid contact to remove light hydrocarbons from unstable condensate. Vapors leave overhead, while heavier stabilized condensate exits from the bottom with lower vapor pressure.
Why are inlet separators and flash drums important?
They remove free gas, water, entrained liquids, and slugs before the stabilizer tower. This protects exchangers, pumps, reboilers, tower internals, and vapor recovery equipment.
Is the reboiler considered a pressure vessel?
Many stabilizer reboilers are pressure-containing equipment and may be treated as pressure vessels or pressure vessel components depending on design, code scope, and jurisdiction.
What is the difference between refluxed and non-refluxed stabilizers?
A refluxed stabilizer uses overhead condensation and reflux to improve separation and reduce heavier hydrocarbon losses. A non-refluxed stabilizer is simpler and may be suitable where product requirements and recovery goals are less demanding.
How should buyers select materials for condensate stabilization vessels?
Materials should be selected based on pressure, temperature, hydrocarbon composition, water content, CO2, H2S, chlorides, sand, corrosion allowance, sour service requirements, and project standards.
Conclusion
Condensate stabilization units use multiple pressure vessels to separate, heat, stabilize, recover vapor, protect compressors, control product quality, and support safe operation. The stabilizer tower is central, but the complete package also depends on inlet separators, flash drums, reboilers, reflux drums, knockout drums, surge vessels, water draw vessels, and relief-related equipment.
If you are sourcing condensate stabilizer towers, inlet separator vessels, reflux drums, reboilers, compressor scrubbers, storage tanks, or other custom pressure vessels for oil and gas, condensate processing, petrochemical, or EPC projects, you can discuss your project requirements with an engineering and manufacturing team. Sharing feed composition, RVP targets, pressure conditions, material requirements, inspection needs, and delivery terms will help support technical communication and fabrication evaluation.
External references used: SLB condensate stabilizer; John M. Campbell condensate stabilizer reference; API Standard 521; ASME BPVC Section VIII Division 1.








