Choosing between a catalytic reactor and a non-catalytic reactor affects reaction rate, selectivity, energy consumption, equipment size, materials, maintenance, safety, and total operating cost. The difference is not simply whether catalyst pellets are present. The two reactor families create and control the reaction through different mechanisms.
A catalytic reactor is designed around catalyst activity and contact between reactants and active sites. A non-catalytic reactor relies on the uncatalyzed reaction pathway and therefore depends more directly on temperature, pressure, residence time, mixing, phase contact, radiation, electrical energy, or another driving force.
Quick Answer: Catalytic vs Non-Catalytic Reactor
A catalytic reactor uses a catalyst to provide an alternative reaction pathway, usually increasing reaction rate and often improving selectivity without changing the overall thermodynamic equilibrium. A non-catalytic reactor carries out the reaction without catalyst assistance, so conversion depends more heavily on intrinsic kinetics, temperature, pressure, concentration, residence time, mixing, and heat or mass transfer.
Catalytic reactors are commonly chosen when the uncatalyzed reaction is too slow, too energy intensive, or insufficiently selective. Non-catalytic reactors are often preferred when the reaction is already rapid, the feed would poison a catalyst, thermal destruction is the objective, or catalyst cost and maintenance would exceed the benefit.
A catalyst changes the reaction pathway and rate but does not change the overall thermodynamic equilibrium of the reaction.True
A catalyst lowers the kinetic barrier by enabling a different sequence of elementary steps. It accelerates forward and reverse reactions but does not change the equilibrium constant at a given temperature.
The IUPAC Gold Book definition of a catalyst describes a substance that increases reaction rate without changing the overall standard Gibbs energy change. The U.S. Department of Energy also provides a concise overview in DOE Explains: Catalysts.
Key Differences at a Glance
| Comparison factor | Catalytic reactor | Non-catalytic reactor |
|---|---|---|
| Reaction pathway | Uses catalyst-mediated steps and active sites | Uses the uncatalyzed thermal, molecular, ionic, radical, photochemical, or electrochemical pathway |
| Typical operating severity | Often reaches the target rate at lower temperature or shorter residence time | May require higher temperature, longer residence time, stronger mixing, or another driving force |
| Selectivity | Catalyst formulation and pore structure can favor desired products | Controlled mainly through temperature, feed ratio, residence time, mixing, and quench |
| Internal equipment | May require beds, supports, screens, distributors, quench mixers, or catalyst separation | May require burners, coils, refractory, mixers, spargers, quench systems, or residence-time control |
| Maintenance focus | Catalyst deactivation, regeneration, replacement, pressure drop, and internals | Fouling, refractory, burners, coils, mixers, corrosion, erosion, and thermal damage |
| Typical strengths | High rate, selectivity, compactness, and potential energy savings | Simplicity, feed tolerance, no catalyst inventory, and suitability for thermal destruction |
1. Reaction Mechanism
In a heterogeneous catalytic reactor, the mechanism commonly includes transport to the catalyst, adsorption, activation on an active site, surface reaction, product desorption, and regeneration of the site. Homogeneous catalytic systems follow a different molecular cycle but still depend on the catalyst repeatedly participating and being regenerated.
A non-catalytic reactor still has a reaction mechanism. It may involve direct molecular collisions, radical chains, ionic reactions, thermal decomposition, gas-liquid reaction, or reaction at a non-catalytic solid interface. The distinction is the absence of a regenerated catalyst-mediated pathway.
A non-catalytic reactor still has a reaction mechanism; it simply does not use a catalyst-mediated cycle.True
Uncatalyzed reactions can proceed through thermal, radical, ionic, molecular, photochemical, electrochemical, gas-liquid, or gas-solid pathways. Reactor design must still match the controlling kinetics and transport steps.
Adsorption and Desorption
For solid catalysts, reactants must reach and adsorb on the surface strongly enough to react but not so strongly that the site remains blocked. Products must then desorb. Competitive adsorption, product inhibition, pore diffusion, or external mass transfer can limit performance even when the intrinsic catalyst is active.
Direct Uncatalyzed Reaction
Without catalyst sites, the reactor must provide sufficient molecular energy, residence time, mixing, or phase contact. A thermal cracking or pyrolysis reactor uses high temperature and rapid quench to control radical chemistry. A neutralization vessel may need no catalyst because the acid-base reaction is already extremely fast.
2. Activation Energy and Thermodynamics
A catalyst provides an alternative route with a lower kinetic barrier. This can increase the rate at the same temperature or permit a lower operating temperature for the same production target. It does not make an unfavorable equilibrium favorable, and it does not eliminate the need for pressure when pressure supports equilibrium, gas solubility, phase control, or downstream separation.
| Energy-profile stage | Non-catalytic pathway | Catalytic pathway | Operational meaning |
|---|---|---|---|
| Reactants | Original chemical state | Same original chemical state | The catalyst does not change feed thermodynamics |
| Activation | Must overcome the uncatalyzed barrier | Uses catalyst-reactant interactions and intermediate steps | Catalysis can reduce required thermal severity |
| Intermediate formation | May use radicals, ions, or unstable molecular intermediates | May use adsorbed or catalyst-bound intermediates | The intermediate pathway strongly affects selectivity |
| Products | Same thermodynamic destination | Same thermodynamic destination | Equilibrium remains a process constraint |
| Cycle closure | No catalyst regeneration step | Active catalyst site or species is regenerated | Long-term operation depends on limiting deactivation |
3. Temperature and Pressure
Catalytic reactors often operate at a lower temperature than an equivalent non-catalytic system designed for the same rate, but this is not a universal rule. Steam reforming remains a high-temperature catalytic process. Ammonia and methanol synthesis still use substantial pressure because equilibrium and process economics require it.
Non-catalytic systems may use high temperature for pyrolysis, cracking, oxidation, gasification, calcination, or decomposition. They can also operate at mild conditions when the reaction is naturally fast, as in neutralization or some absorption-reaction services.
| Operating question | Catalytic reactor consideration | Non-catalytic reactor consideration |
|---|---|---|
| Minimum useful temperature | Must activate the catalyst and avoid condensation or weak kinetics | Must provide adequate uncatalyzed reaction rate |
| Maximum temperature | Limited by sintering, coking, phase changes, support damage, and selectivity | Limited by materials, refractory, corrosion, byproducts, and runaway risk |
| Pressure requirement | May support equilibrium, adsorption, gas solubility, hydrogen partial pressure, or throughput | May support density, phase contact, residence time, or downstream integration |
| Temperature profile | Must protect catalyst activity and avoid hot spots | Must control conversion, side reactions, wall temperature, and quench |
| Startup and shutdown | May require activation, reduction, sulfiding, controlled heat-up, and inerting | May require burner sequencing, refractory heat-up, purge, and rapid quench control |
A catalyst can reduce the temperature needed to reach a target reaction rate, but it does not automatically eliminate high-pressure operation.True
Pressure may still be needed for equilibrium conversion, reactant solubility, partial pressure, phase behavior, mass transfer, throughput, or downstream separation.
4. Conversion Efficiency and Product Selectivity
Catalytic reactors can reach a target conversion in a smaller volume, at lower temperature, or with shorter residence time when the catalyst strongly accelerates the desired reaction. They can also improve selectivity by stabilizing certain intermediates, controlling pore access, or providing specific acid, base, metal, or redox sites.
However, a catalyst does not guarantee complete conversion or perfect selectivity. Equilibrium, mass transfer, catalyst deactivation, residence time, feed impurities, hot spots, and competing reactions remain important. In some systems, pushing conversion too high can reduce yield of the desired intermediate.
| Performance factor | Catalytic system | Non-catalytic system |
|---|---|---|
| Reaction rate | Often increased through active sites | Controlled by intrinsic uncatalyzed kinetics |
| Desired-product selectivity | Can be guided by catalyst composition and structure | Usually guided by severity, mixing, feed ratio, residence time, and quench |
| Byproduct control | Depends on catalyst state and operating window | Depends strongly on thermal history and residence-time distribution |
| Scale-up limitation | Heat transfer, mass transfer, pressure drop, and catalyst distribution | Heat transfer, mixing, reaction time, wall effects, and quench performance |
| Long-term decline | Poisoning, fouling, sintering, coking, attrition, or leaching | Fouling, corrosion, erosion, refractory damage, or equipment wear |
5. Equipment Design and Internals
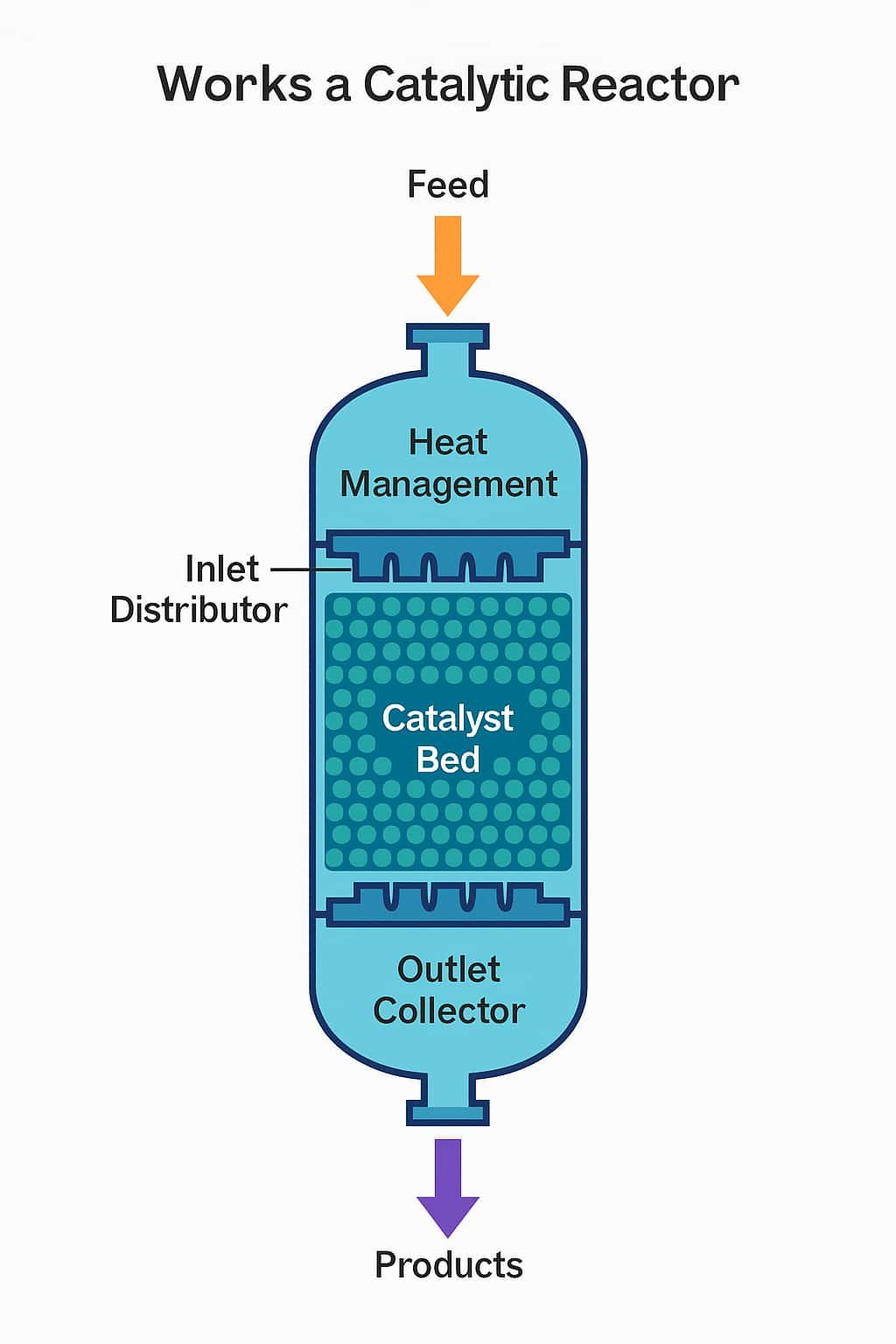
A catalytic reactor must create consistent contact between reactants and catalyst while controlling heat, pressure drop, catalyst movement, and deactivation. Depending on the process, it may be a fixed bed, trickle bed, fluidized bed, slurry reactor, monolith, catalytic tube, or stirred vessel with homogeneous catalyst.
A non-catalytic reactor is designed around the reaction environment. It may need burners, radiant coils, refractory, mixing impellers, spargers, static mixers, residence-time sections, gas-liquid contact devices, rapid quench, solids handling, or heat-transfer surfaces.
| Design element | Catalytic reactor | Non-catalytic reactor |
|---|---|---|
| Flow distribution | Prevents catalyst underuse, channeling, and hot spots | Controls mixing, residence time, reaction uniformity, and wall loading |
| Solid support | Grids, screens, trays, retainers, cyclones, or filters may support or recover catalyst | May support solids, refractory, packing, or heat-transfer equipment but not catalyst beds |
| Heat management | Quench, jackets, tubes, coils, interstage cooling, or heat-exchanged beds | Burners, furnaces, coils, jackets, direct heating, dilution, or rapid quench |
| Instrumentation | Bed temperature profiles, pressure drop, catalyst condition, and feed impurities | Bulk and wall temperatures, residence time, flame or radical stability, and mixing |
| Maintenance access | Catalyst loading, unloading, regeneration, screens, grids, and distributors | Cleaning, decoking, burner, coil, refractory, mixer, or liner service |
For pressure equipment projects, the process designer, catalyst or technology provider, EPC contractor, internals supplier, and catalytic reactor manufacturer should define ownership of performance-critical interfaces before fabrication.
Common Catalytic Reactor Configurations
Fixed-Bed and Trickle-Bed Reactors
Catalyst pellets remain stationary while gas, liquid, or both phases flow through the bed. These reactors are common in hydrogenation, hydroprocessing, synthesis, oxidation, and gas treatment. Key concerns include distribution, pressure drop, catalyst support, heat release, poisoning, and loading access.
Fluidized-Bed Reactors
Upward fluid flow suspends catalyst particles, improving mixing and heat transfer. Catalyst can sometimes circulate for regeneration. Attrition, erosion, cyclones, solids separation, and stable fluidization become central design issues.
Slurry Reactors
Fine catalyst particles are suspended in liquid while gas or liquid reactants contact them. Slurry systems can provide strong heat transfer and high catalyst contact but require catalyst separation, filtration, erosion control, and solids management.
Monolith and Structured Catalysts
Structured channels coated with catalyst provide low pressure drop and high geometric area. They are widely associated with emissions treatment and selected intensified processes. Coating adhesion, plugging, thermal cycling, and replacement strategy matter.
Common Non-Catalytic Reactor Configurations
Thermal Cracking and Pyrolysis Reactors
These systems use high temperature and controlled residence time to break molecules through radical chemistry. Furnace duty, coil metallurgy, coke formation, pressure drop, and rapid quench control product distribution.
Thermal Oxidizers and Combustion Chambers
Fuel or waste gas reacts with oxygen at elevated temperature. Mixing, residence time, turbulence, heat recovery, burner control, refractory, emissions, and explosion protection are central. The EPA provides separate monitoring guidance for thermal oxidizers and catalytic oxidizers.
Neutralization and Fast Liquid Reactions
Acid-base and other naturally fast reactions may need mixing, temperature control, dosing, pH measurement, and corrosion-resistant materials but no catalyst. Adding catalyst would create cost without useful kinetic benefit.
Gasification, Calcination, and Thermal Decomposition
These reactors use heat and controlled gas-solid contacting to convert or decompose solids. Refractory, solids residence time, ash or product-layer diffusion, erosion, feed handling, and heat transfer can dominate design.
Industrial Example: Steam-Methane Reforming
Steam-methane reforming demonstrates why catalysis can make a process industrially practical. Methane and steam react over catalyst at high temperature to form synthesis gas. DOE’s overview of hydrogen production by natural-gas reforming describes the established catalytic route.
The catalyst activates stable methane molecules, but the reaction still requires substantial heat. The reactor therefore combines catalyst tubes, furnace firing or another heat source, high-temperature metallurgy, feed desulfurization, steam-carbon control, and carbon-deposition protection.
Industrial Example: Catalytic vs Thermal Oxidation
A catalytic oxidizer uses active surfaces to destroy suitable pollutants at a lower temperature than a comparable thermal oxidizer. This can reduce fuel consumption, but the catalyst may be poisoned by sulfur, halogens, silicon, metals, particulates, or other contaminants.
A thermal oxidizer generally needs higher temperature and adequate residence time, but it can be more robust for mixed or catalyst-hostile streams. The choice depends on contaminant composition, concentration, heating value, particulate loading, removal requirement, energy recovery, maintenance, and regulatory basis.
Maintenance and Lifecycle Cost
Catalysts are regenerated during the chemical cycle but do not remain permanently unchanged in industrial service. Activity can decline through poisoning, fouling, coking, sintering, attrition, leaching, phase transformation, or support damage.
Non-catalytic reactors avoid catalyst purchase and replacement, but they are not maintenance-free. They may require more fuel, refractory repair, coil replacement, burner maintenance, decoking, cleaning, corrosion repair, or larger equipment.
| Lifecycle factor | Catalytic reactor | Non-catalytic reactor |
|---|---|---|
| Consumable cost | Catalyst, guard media, support media, regeneration, and disposal | Fuel, utilities, refractory, cleaning chemicals, or replacement liners |
| Performance decline | Activity, selectivity, and pressure drop change over catalyst life | Fouling, coke, erosion, corrosion, or heat-transfer degradation |
| Shutdown work | Catalyst unloading, internal inspection, screen and distributor service | Decoking, cleaning, burner, refractory, coil, mixer, or liner service |
| Feed sensitivity | Trace poisons may strongly affect catalyst life | Often more tolerant, though fouling and corrosion remain possible |
| Energy cost | Often lower when catalysis reduces severity | Can be higher where thermal severity is the main driver |
How to Choose the Right Reactor
| Process condition | Likely direction | Reason |
|---|---|---|
| Slow uncatalyzed reaction with valuable selective product | Catalytic reactor | Catalyst can improve rate and guide the reaction pathway |
| Reaction already fast and selective at practical conditions | Non-catalytic reactor | Catalyst may add cost and complexity without sufficient benefit |
| Dirty feed containing strong catalyst poisons | Non-catalytic or extensive pretreatment | Catalyst replacement and protection may be uneconomic |
| High energy cost and catalyst can lower severity | Catalytic reactor | Utility savings may justify catalyst and internals |
| Thermal destruction of variable waste gas | Often non-catalytic thermal oxidation | Robustness may be more valuable than low operating temperature |
| Tight product selectivity or purity target | Often catalytic reactor | Specific active sites can suppress unwanted pathways |
| Limited catalyst-handling and maintenance capability | Non-catalytic or simple catalyst system | Lifecycle support must match site capability |
| Gas-liquid-solid catalytic duty | Fixed bed, trickle bed, slurry, or fluidized catalyst system | Phase contact and catalyst form determine the suitable design |
For multiphase projects, buyers can compare additional options in reactor types for gas-liquid, liquid-liquid, and solid-catalyst reactions.
What Buyers Should Prepare Before Requesting a Quotation
- Reaction chemistry, desired products, and known side reactions
- Required conversion, yield, selectivity, purity, and production capacity
- Feed composition, contaminants, phases, solids, and operating range
- Reaction kinetics, equilibrium, heat release or heat demand, and residence time
- Catalyst type, form, loading, expected life, regeneration, and replacement method
- Temperature, pressure, startup, shutdown, upset, and turndown conditions
- Heat-transfer, mixing, quench, and phase-contact requirements
- Internals, supports, distributors, screens, coils, refractory, or burners
- Materials, corrosion allowance, erosion, fouling, and cleaning requirements
- Nozzle schedule, instrumentation, relief, support, lifting, and maintenance access
- Applicable code, inspection, NDT, testing, documentation, and delivery requirements
A useful RFQ should define process performance and mechanical boundaries together. The article on key specifications for purchasing reactors provides a broader procurement checklist.

Common Selection Mistakes
Assuming Catalytic Always Means Lower Temperature
Catalysts often reduce the temperature required for a target rate, but many catalytic processes still operate at high temperature because of equilibrium, heat transfer, or process requirements.
Assuming Non-Catalytic Means Simple
A thermal or uncatalyzed reactor may require complex burners, coils, refractory, quench, mixing, solids handling, and safety systems.
Choosing Only by Conversion
High conversion can reduce desired-product selectivity or increase byproducts. Yield, product quality, energy, catalyst life, separation, and lifecycle cost should be evaluated together.
Ignoring Feed Contaminants
A technically excellent catalyst can fail quickly when exposed to poisons, particulates, liquids, or temperatures outside its approved window.
Buying the Vessel Before Defining the Catalyst and Internals
Catalyst density, bed height, pressure drop, heat release, support loads, distribution, regeneration, and removal affect the reactor’s dimensions and mechanical details.

FAQ
What is the main difference between catalytic and non-catalytic reactors?
A catalytic reactor uses a catalyst-mediated pathway to increase reaction rate and often influence selectivity. A non-catalytic reactor relies on the uncatalyzed mechanism and operating conditions such as temperature, pressure, mixing, and residence time.
Are catalytic reactors always more efficient?
No. They may offer higher rate, selectivity, compactness, or lower energy use, but catalyst cost, feed purification, pressure drop, deactivation, regeneration, and maintenance can offset those advantages.
Are non-catalytic reactors always simpler?
No. They avoid catalyst management but may require high-temperature metallurgy, refractory, burners, coils, rapid quench, longer residence time, or more demanding mixing and safety systems.
Does a catalyst change equilibrium conversion?
No. A catalyst accelerates the approach to equilibrium but does not change the equilibrium constant at a fixed temperature.
Which reactor gives better selectivity?
Catalytic reactors often provide stronger pathway control, but actual selectivity depends on catalyst choice, temperature, residence time, mass transfer, catalyst condition, and competing reactions.
When should a non-catalytic reactor be selected?
It may be preferred when the reaction is already fast, the feed poisons catalysts, thermal destruction is required, product selectivity can be controlled by residence time and quench, or catalyst lifecycle cost is not justified.
Conclusion
A catalytic reactor differs from a non-catalytic reactor in how it creates reaction rate and controls the pathway. Catalytic systems are built around active sites, catalyst contact, selectivity, protection, and replacement. Non-catalytic systems are built around the uncatalyzed kinetics, energy input, residence time, mixing, heat transfer, and phase behavior.
The right choice depends on chemistry, feed purity, conversion and selectivity targets, operating severity, catalyst availability, heat and mass transfer, maintenance capability, safety, emissions, and total lifecycle cost. Neither reactor family is automatically superior.
If you are sourcing catalytic reactors, thermal reactors, hydrogenation vessels, fixed-bed reactors, slurry reactors, reforming equipment, or other industrial reactors for refining, petrochemical, chemical, environmental, new-energy, or EPC projects, you can discuss your project requirements with an engineering and manufacturing team. Sharing the reaction basis, feed composition, catalyst data, operating conditions, internals, inspection requirements, and delivery terms will support technical communication and fabrication evaluation.







