Industrial waste heat recovery has become one of the most practical ways for plants to reduce energy cost, improve process efficiency, and support decarbonization targets without rebuilding the entire production line. In refineries, chemical plants, metallurgy, fertilizer production, power auxiliary systems, and high-temperature process units, a well-designed heat exchanger can turn exhaust heat, hot process streams, or utility losses into reusable thermal energy.
For engineering and procurement teams, the question is not simply “Do we need a heat exchanger?” The more important question is: which heat exchanger design can recover usable heat safely, reliably, and economically under real industrial conditions? This guide explains how to specify an industrial waste heat recovery heat exchanger, with a focus on shell and tube units, high-temperature service, fouling risk, materials, inspection, and lifecycle cost.
Why Waste Heat Recovery Is a Hot Topic in 2026
Global industrial buyers are paying closer attention to energy efficiency because fuel cost, carbon pressure, grid constraints, and sustainability reporting are all becoming more important. At the same time, many plants already have recoverable heat available in flue gas, hot oil, reactor effluent, condensate, process gas, cooling water, and high-temperature liquid streams.
Heat exchangers are central to this trend because they provide a direct engineering route to transfer heat from one stream to another. Instead of rejecting heat to the environment, a plant can use recovered heat for feed preheating, boiler feedwater heating, process heating, vapor generation, hot water production, or upstream utility reduction.
What Is an Industrial Waste Heat Recovery Heat Exchanger?
An industrial waste heat recovery heat exchanger is equipment designed to transfer heat from a hot waste or byproduct stream to a useful process or utility stream. The recovered heat may come from flue gas, hot process liquid, compressor discharge, reactor effluent, high-temperature condensate, or another stream that would otherwise lose energy.
In heavy industry, these units are usually not light-duty HVAC components. They are often custom engineered heat exchangers or pressure vessels designed for high pressure, high temperature, corrosion, fouling, thermal expansion, and strict inspection requirements.
Common Industrial Applications
| Industry | Heat source | Typical recovery use |
|---|---|---|
| Oil refining | Hot hydrocarbon streams, reactor effluent, flue gas | Feed preheating, utility reduction, process integration |
| Chemical plants | Reaction heat, hot solvent, process vapor | Preheating, solvent recovery, hot water generation |
| Metallurgy | Furnace gas, cooling circuits, hot process gas | Air preheating, water heating, energy recovery |
| Fertilizer plants | Ammonia and synthesis loop heat, process gas | Boiler feedwater heating, process heat integration |
| Power and energy | Steam condensate, exhaust gas, auxiliary cooling | Feedwater heating, district heating, efficiency improvement |
WSHI’s related project experience includes heat recovery and process equipment such as top gas heat recovery equipment, high-performance heat exchangers for refining service, and waste heat boiler equipment.
Which Heat Exchanger Types Are Used for Waste Heat Recovery?
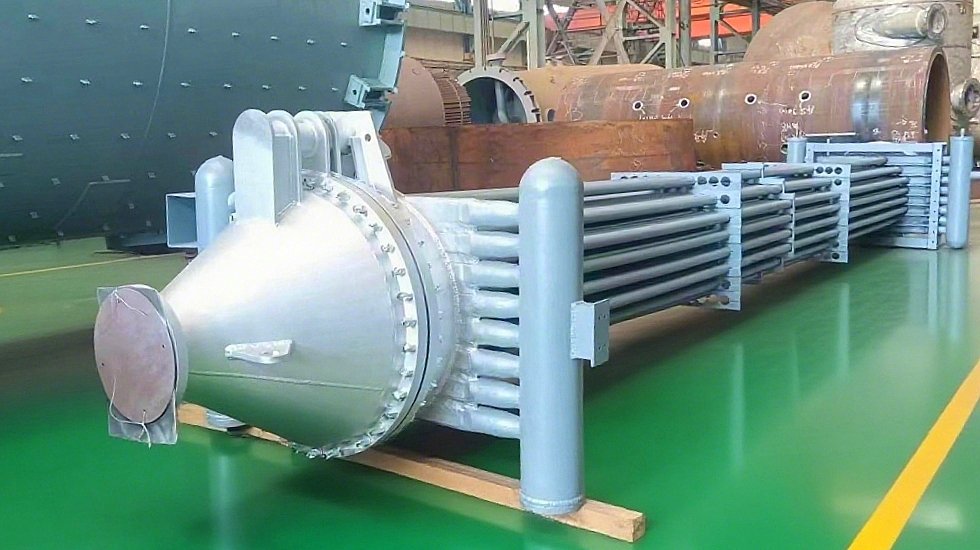
Shell and tube heat exchangers
Shell and tube heat exchangers are widely used for industrial waste heat recovery because they can handle high pressure, high temperature, dirty fluids, thermal expansion, and mechanical cleaning. They are often the first choice for heavy-duty process plants where reliability and maintainability matter more than compact size.
Hairpin heat exchangers
Hairpin heat exchangers can be suitable for high-pressure streams, smaller duties, viscous fluids, or applications requiring a robust and relatively simple flow path. They may be useful when the process needs long thermal length or counter-current heat transfer in a compact arrangement.
Double pipe heat exchangers
Double pipe heat exchangers are generally used for smaller heat duties, pilot systems, high-pressure streams, or special process services. They are simple and maintainable but may not be economical for large-scale heat recovery duties.
For design comparison, see hairpin vs shell and tube vs double pipe heat exchangers.
Key Design Parameters Buyers Must Define
Waste heat recovery projects often fail at the specification stage because the heat source is described too generally. A manufacturer needs enough data to determine whether heat recovery is technically feasible, what heat transfer area is required, and what mechanical design is appropriate.
- Hot stream and cold stream composition
- Flow rate, inlet temperature, outlet temperature, and target heat duty
- Operating pressure and design pressure for both sides
- Allowable pressure drop
- Fluid viscosity, density, specific heat, and thermal conductivity
- Corrosion risk, fouling tendency, solids, wax, coke, or scaling potential
- Required material, corrosion allowance, and design life
- Cleaning method and maintenance interval
- Design code, NDE, hydrostatic test, and documentation requirements
True or false: waste heat recovery is only about adding more heat transfer area. False. Oversizing can reduce velocity, increase fouling, raise cost, and create unnecessary pressure drop. A good design balances heat duty, velocity, pressure drop, material, fouling margin, and cleaning access.
Heat Duty and Temperature Approach
Heat duty defines how much energy the exchanger must transfer. Temperature approach defines how close the outlet temperature of one stream can get to the inlet or outlet temperature of the other stream. A smaller temperature approach can recover more heat, but it usually requires a larger exchanger and may increase cost.
For waste heat recovery, the buyer should evaluate the economic value of recovered heat. Recovering every possible degree of heat is not always practical. The optimum design usually depends on energy price, operating hours, maintenance cost, fouling rate, and payback target.
Fouling Risk in Waste Heat Recovery
Waste heat streams are often dirty. Flue gas may contain particulates or corrosive components. Hot process streams may contain coke precursors, polymers, salts, or suspended solids. Cooling or utility streams may create scaling. Fouling reduces heat transfer, increases pressure drop, and shortens cleaning intervals.
This is why fouling resistance, velocity, tube layout, baffle design, and cleaning access should be discussed early. For a deeper guide, see heat exchanger fouling in industrial shell and tube systems.

Material Selection for Heat Recovery Service
Material selection affects safety, corrosion resistance, thermal performance, fabrication cost, and service life. Carbon steel may be suitable for many clean and non-corrosive services. Stainless steel, duplex stainless steel, titanium, nickel alloy, or clad materials may be required for acidic streams, chloride-containing fluids, high-temperature corrosion, sour service, or special chemicals.
In high-temperature heat recovery, thermal stress and differential expansion must also be considered. A material that is acceptable at normal operating temperature may not be suitable under startup, shutdown, upset, or cleaning conditions.
Pressure Drop and Pumping Cost
Pressure drop is not a secondary detail. A heat exchanger with excellent heat transfer but excessive pressure drop can increase pumping cost, reduce throughput, or overload existing equipment. Waste heat recovery projects often retrofit into existing plants, so available pressure drop may be limited.
Buyers should define allowable pressure drop on both hot and cold sides. If the value is unknown, the manufacturer should be told whether the exchanger will be installed in an existing line, a new process unit, or a utility loop with available pumping margin.
Thermal Expansion and Mechanical Design
Waste heat recovery often involves large temperature differences between streams. This can create thermal expansion, tube stress, gasket load changes, and mechanical fatigue. Shell and tube designs may require expansion joints, floating heads, U-tubes, special supports, or other mechanical features depending on temperature difference and operating cycles.
For high-pressure or high-temperature equipment, the design should be reviewed as pressure equipment, not just as a heat transfer surface. Related standards and certification considerations are discussed in heat exchanger standards and certifications.
Inspection, Testing, and Documentation
Industrial heat recovery heat exchangers often require complete quality documentation. Depending on the project, the final data book may include approved drawings, thermal calculations, mechanical calculations, material certificates, welding procedure specifications, welder qualifications, NDE reports, hydrostatic test records, dimensional inspection, heat treatment records, and coating or packing reports.
For critical service, buyers should request an inspection and test plan before fabrication. The ITP should define witness points, hold points, third-party inspection, and final release documents.
Cost and Payback Considerations
The purchase price of a heat exchanger is only one part of the investment. A waste heat recovery project should also evaluate energy savings, operating hours, maintenance cost, cleaning frequency, downtime risk, installation cost, and expected service life. In many cases, a slightly more expensive exchanger with better cleanability and material selection can produce a better payback than the lowest-price option.
For procurement teams, quotation comparison should include heat duty, design margin, material grade, NDE scope, documentation, accessories, delivery time, and whether the supplier has relevant heavy fabrication experience.
Supplier Evaluation Checklist
| Evaluation item | Why it matters |
|---|---|
| Thermal design capability | Ensures realistic duty, temperature approach, and pressure drop |
| Pressure equipment experience | Important for high-pressure and high-temperature service |
| Material and corrosion review | Reduces failure risk in aggressive streams |
| Fabrication and welding quality | Controls reliability and inspection acceptance |
| Cleaning and maintenance design | Reduces lifecycle cost and downtime |
| Documentation package | Supports registration, commissioning, and future inspection |
For more supplier guidance, review how to evaluate heat exchanger manufacturers and suppliers and shell and tube heat exchanger manufacturer evaluation.
Common Mistakes to Avoid
- Assuming the waste heat stream is clean without checking solids or corrosion
- Focusing only on heat duty while ignoring pressure drop
- Choosing a very tight temperature approach without economic evaluation
- Ignoring thermal expansion in high-temperature service
- Selecting material based only on initial price
- Forgetting cleaning access and maintenance space
- Comparing quotations without checking design assumptions and documentation scope
Conclusion
Industrial waste heat recovery is a practical path to lower energy consumption and improve plant efficiency. However, successful heat recovery requires more than installing a generic exchanger. The design must match the heat source, process stream, pressure, temperature, fouling risk, material requirements, and maintenance plan.
Need a custom heat exchanger for industrial waste heat recovery? WSHI manufactures shell and tube heat exchangers, hairpin heat exchangers, double pipe heat exchangers, and custom pressure equipment for oil and gas, chemical, metallurgy, fertilizer, and energy projects. Contact us with your process data, temperature, pressure, heat duty, and project standard, and our engineering team will help evaluate a reliable heat recovery solution.








